
Наблюдение за ползучестью металла труб паропроводов
Увеличение остаточных деформаций проявляется в увеличении диаметра труб. Наблюдение за ползучестью производится путем замеров диаметров трубопроводов, изготовленных из легированных сталей, по реперам, установленном в процессе монтажа напаропроводе. Реперы приваривают к трубам в двух взаимно перпендикулярных направлениях (рис. 1-4), наконечники реперов изготовляют из нержавеющей стали марки 12X18H10T. Наконечник с накладкой и наконечник, приваренный сверху и сбоку трубы, обеспечивают возможность подгонки вовремя монтажа размеров между противоположными наконечниками, приваренными к трубам с одинаковыми номинальными диаметрами, под один размер с точностью до 0,1—0,2 мм.
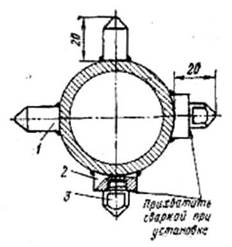
Рис 1-4. Репер для паропроводов.
1 — наконечник; 2 — накладка; 3 —наконечник регулирования.
Сферическая часть наконечника должна быть отполирована, Для обеспечения точности измерений противоположные наконечники располагают по диаметру трубы и приваривают строго перпендикулярно касательной в этой точке трубы.
На паропроводах из аустенитной стали взамен наконечников запиливают площадки, расположенные на трубах аналогично приварным наконечникам.
Измерения диаметров паропроводов производятся на всех прямых участках длиной более 1.5 м между сварными и фланцевыми соединениями посередине участка, но не около расположения опор или охватывающих поясов и не менее 70 мм от сварного стыка.
Измерительные инструменты для измерения ползучести должны применяться только для этой цели, тщательно храниться и перед каждым очередным измерением и после него проверяться по контрольному шаблону или плиткам, проверенным Институтом мер и измерительных приборов. Замер производится в двух взаимно перпендикулярных направлениях при нерабочем состоянии паропроводов и минимально возможной температуре трубы — не более 50°С. Во время замера определяют температуру стенки трубы измеряемого участка и температуру окружающего воздуха вблизи середины скобы микрометра.
Перед тем как приступить к замеру, снимают тепловую изоляцию и протирают реперы от пыли. Первое измерение производится после окончания монтажа паропровода до включения его в работу, все данные измерения заносятся в паспорт, прилагаемый к шнуровой книге паропровода. Последующие измерения производят по реперам на неработающем остывшем паропроводе и заносят в формуляр установленной формы.
Наблюдение за структурными изменениями металла труб
В целях тщательного наблюдения за ползучестью и структурными изменениями в металле трубопровода на каждой электростанции выделяются контрольные участки главных паропроводов перегретого пара.
Контрольные участки (см. рис. 1-2) предусматриваются при проектировании паропровода и выполняются при монтаже. Трубы для контрольного участка выбираются и поставляются заводами-изготовителями из плавок с минимальными механическими свойствами и наименее выгодным соотношением химического состава и структуры. Контрольный участок должен быть прямолинейным длиной не менее 4 м между сварными стыками, без каких-либо опор и охватывающих поясков. Длина поставляемой на монтаж трубы должна быть на 300— 500 мм больше проектной, что оговаривается в проекте паропровода.
Трубы, предназначенные для контрольных участков, перед их монтажом тщательно измеряются монтажным персоналом и подвергаются эксплуатационным персоналом исследованию исходного состояния металла. Для этого от одного конца контрольной трубы отрезается участок длиной 300—500 мм для исследования металла и производится измерение, толщины стенки трубы по обоим ее концам.
Диаметральные размеры по реперам (диаметр трубы плюс высота двух противоположных наконечников), а также диаметр трубы непосредственно около них измеряются с особой тщательностью.
Исследования исходного состояния металла контрольного участка на отрезках концов трубы выполняются лабораториями металлов.
Все данные измерений и Результаты испытаний заносятся в паспорт трубы контрольного участка и хранятся вместе со шнуровой книгой паропровода.
Для наблюдения за структурными изменениями во время работы паропроводов из контрольного участка периодически производятся вырезки образцов. Вырезанные куски трубы контрольного участка исследуются так же, как и основной металл. Сопоставление результатов испытаний металла дает возможность судить о степени надежности дальнейшей работы паропроводов в данных условиях эксплуатации.
Наблюдения за ростом остаточных деформаций на контрольном участке производятся с особой тщательностью и одновременно с измерениями остальных труб при отключении данного паропровода.
Наблюдение за графитизацией металла труб паропроводов.
Графитизация в малоуглеродистых молибденовых сталях и наличие в структуре металла структурно свободного цемента могут привести к хрупкому разрушению трубопровода.
Наблюдению за графитизацией подлежат паропроводы, изготовленные из молибденовой стали марок 15М, 20М или аналогичных марок сталей, работающие при температуре 475°С и выше, а также из углеродистой стали, работающие при температуре 440°С и выше.
Местами наиболее интенсивной графитизации, на которые должно быть обращено особое внимание, могут быть: зоны термического влияния при сварке трубопроводов и их деталей; участки, подвергавшиеся холодной деформации или местным нагревам без последующей полной термообработки. При первичном наблюдении за графитизацией действующих паропроводов при помощи специальных приспособлений из сварочных швов вырезают «лодочки» с обязательным захватом зоны термического влияния сварки без нарушения сплошности трубы. Образцы для исследования отбираются от 10% сварных соединений и 5% при работе не более 50 000 ч обследуемого паропровода.
Если при исследовании образцов обнаружены следы графитизации, вырезается участок трубы длиной 300 мм так, чтобы сварной стык был посередине, и производится анализ микроструктуры шва и прилегающей зоны в двух-трех продольных сечениях; химического состава, включая определение свободного углерода — графита; механических свойств: ударной вязкости и пробы на изгиб в зоне образования графита.
Обследования паропроводов на графитизацию производятся через каждые 3 года их эксплуатации.
В процессе эксплуатации осмотры сварных соединений из аустенитных сталей, а также их проверка ультразвуком производится в каждый капитальный ремонт агрегатов, но не реже 1 раза в 2 года. Паропроводы из перлитных сталей должны осматриваться и контролироваться ультразвуком через каждые 5 лет. Независимо от положительных результатов первичного обследования при последующих обследованиях наряду с пробными образцами вырезается целиком один сварной стык на 100 м длины трубопровода из числа труб, склонных к графитизации. При каждом новом обследовании металла труб паропроводов на графитизацию образцы вырезаются каждый раз из новых сварных соединений.