
Гнутье труб в холодном состоянии
Способ гнутья труб в холодном состоянии получил широкое применение при изготовлении и монтаже технологических трубопроводов с условным проходом до 150 мм. При холодном гнутье трубы не нужно набивать песком и нагревать, в результате чего производительность труда по сравнению с горячим гнутьем увеличивается в 3—6 раз. Во избежание сплющивания трубы и потери устойчивости при гнутье в определенном диапазоне диаметров применяют внутренние оправки, имеющие снаружи выемку (ручей) в соответствии с размерами изгибаемой трубы или их комбинации.
Существует много конструкций станков и приспособлений для гнутья труб в холодном состоянии, но все они могут быть сведены к трем основным типам: на двух опорах, обкаткой роликом и с внутренней оправкой (дорном).
Холодное гнутье путем укладки труб на двух опорах и приложения изгибающего усилия в середине применяют в основном для труб с условным проходом до 100 мм, реже свыше 100 мм. Опоры должны быть выполнены таким образом, чтобы они могли поворачиваться вокруг своих осей по мере изгибания трубы. Гибочный сегмент в этих устройствах соединяется со штоком гидравлического или винтового домкрата. Станки данного типа, имеющие вид ручных переносных гидравлических трубогибов, удобны при монтажных и ремонтных работах, когда трубы надо гнуть непосредственно на площадке. На станках, работающих по данной схеме, можно производить правку и подгонку под необходимый размер труб, согнутых на других станках, после их термообработки. На подобных станках можно также изгибать трубы в различных плоскостях.
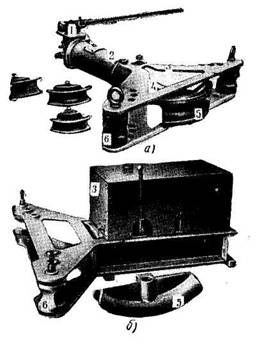
Рис. 53. Гидравлические трубогибочные станки:
а — переносной с ручным приводом — РТГ-2, б — стационарный с электроприводом — ТГС-127;
1 — ручной насос, 2 — цилиндр, 3 — корпус, 4 — шток цилиндра,
5 — гибочный сегмент, 6 — поворотная опора
Производительность станков этого типа сравнительно небольшая. Для гнутья труб диаметром от 22 мм до 57 мм применяют ручной гидравлический трубогиб РТГ-2 (рис. 53, а). В стальном корпусе 3 трубогиба имеются гидравлический цилиндр 2 и шток 4. На одном конце подвижного штока установлен гибочный сегмент 5. Масло в цилиндр нагнетается ручным насосом 1. В проушинах корпуса имеются отверстия, в которые устанавливают оси двух поворотных опор 6. Трубы гнут следующим образом: в зависимости от диаметра изгибаемой трубы устанавливают сегмент и опоры. Трубу укладывают на опоры и покачиванием рукоятки насоса подают масло в цилиндр. Шток цилиндра выдвигается и сегментом гнет трубу. Для возвращения штока в исходное положение имеется пропускной клапан и возвратная пружина. Трубогиб снабжен комплектом гибочных сегментов и опорных роликов для каждого диаметра трубы.
Кроме ручных переносных трубогибов, используют стационарные трубогибы типа ТГС-127 (рис. 53, б), имеющие гидравлический насос с приводом от электродвигателя. Трубогиб ТСГ-127 предназначен для гнутья труб с условным проходом от 70 до 125 мм.
Холодное гнутье труб обкаткой роликом применяют для труб с условным проходом до 70 мм, когда допускается некоторая овальность сечения.
На рис. 54 показана схема гнутья труб обкаткой роликом. Труба 1 жестко прикрепляется хомутом 2 к неподвижному гибочному ролику 3, а обкатывающий ролик 4 перемещается по дуге вокруг гибочного сегмента и изгибает трубу. Для получения качественного гиба радиусы ручьев гибочного сегмента и обкатывающего ролика должны точно соответствовать наружному диаметру изгибаемой трубы.
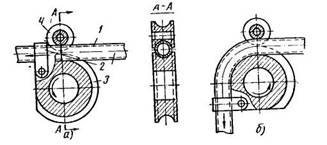
Рис. 54. Схема гнутья труб обкаткой роликом:
а — положение в начале"гнутья, б — положение в конце гнутья;
1 — изгибаемая труба, 2 — хомут, 3 — гибочный ролик, 4 — обкатывающий ролик
В процессе гнутья труба приобретает овальную форму и иногда появляются гофры. Во избежание этих недостатков в месте изгиба внутрь трубы вводят оправку (дорн).
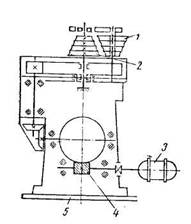
Рис. 55. Схема трубогибочного механизма ВМС-23:
1 — обкатывающий ролик, 2 — гибочный сегмент, 3 — электродвигатель,
4 — червячный редуктор, 5 — станина
Станки, с внутренней оправкой широко применяют для гнутья труб диаметром от 57 до 159 мм; эти станки обеспечивают высокое качество изгиба (рис. 56): трубу 4 надевают наштангу 5 с внутренней оправкой 6 (дорном), конец трубы зажимают между гибочным диском 7, имеющим полукольцевую выточку (ручей), и вкладышем 1 с такой же полукольцевой выточкой с помощью скобы 2. Вкладышем труба прижимается к гибочному диску и прочно удерживается в ручье. Правильное положение трубы относительно гибочного диска обеспечивает ползун 3. В процессе гнутья диск, поворачиваясь, увлекает за собой трубу, стаскивая ее с внутренней оправки.6, и труба, прижатая к ползуну за счет силы трения, продвигает его вперед. Внутренняя оправка, которая находится в месте изгиба в процессе всего гнутья, остается неподвижной и предохраняет трубу от образования овальности и гофров. Внутренняя оправка обычно соединяется со штангой 5, длина которой определяется длиной трубы-заготовки. Для получения качественного гнутья необходимо, чтобы гибочный диск 7, вкладыш 1 и оправка 6 соответствовали размерам изгибаемой трубы 4. Радиус гибочного диска подбирают в соответствии с заданным радиусом гнутья. Ручьи в диске и вкладыше должны быть на 1—2 мм больше наружного диаметра трубы. По конструкции внутренние оправки могут быть сплошные и составные.
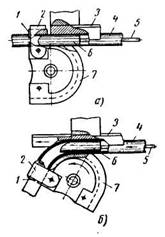
Рис. 56. Схема гнутья труб с внутренней оправкой:
а — положение в начале гнутья, б — положение в конце гнутья; 1 — вкладыш, 2 — скоба, 3 — ползун,
4 — изгибаемая труба, 5 — штанга, 6 — внутренняя оправка, 7 — гибочный диск
К этой группе относятся трубогибочные станки типа СТВ и ВМС-23. Однаручьевые станки СТВ-1/2, СТВ-3/4 и СТВ-1 предназначены для гнутья труб диаметром до 25 мм. Станки имеют скобу, в осях которой установлены гибочный сегмент, обкатывающий ролик и хомут для закрепления трубы. К верстаку станок крепится с помощью болтов. Изгибаемую трубу устанавливают в ручей гибочного сегмента и обкатывающего ролика так, чтобы ее конец вошел в хомут. При вращении скобы обкатывающий ролик огибает трубу вокруг гибочного сегмента на требуемый угол. Приводной трубогибочный четырехручьевой механизм ВМС-23 (рис. 55) предназначен для гнутья труб с условным проходом 15—32 мм. Он работает по тому же принципу, что и станки типа СТВ. Изгибаемую трубу заводят в соответствующий ее диаметру ручей между гибочным сегментом 2 и обкатывающим роликом 1 и закрепляют хомутом. При включении электродвигателя 3 обкатывающий ролик обегает вокруг гибочного четырехручьевого сегмента 2 и изгибает трубу.
Для гнутья тонкостенных труб наиболее широкое применение получили внутренние оправки ложкообразной формы. Наружный диаметр оправки делают меньше внутреннего диаметра трубы на 1—2,5 мм (в зависимости от диаметра трубы). Правильную установку оправки определяют опытным путем. Для гнутья труб с внутренней оправкой применяют станки СТД-ТЗ, ТГМ-38-159 (рис. 57), ГСТМ-21М, УЗТМ и др. Станок ТГМ-38-159 имеет сварную станину 1, внутри которой расположен привод 5. На верхнем столе станины закреплен поворотный гибочный сектор 4 с прижимным винтом 2. С торца станины укреплена штанга 3 с внутренней оправкой. Трубу надевают на штангу с оправкой и прижимают винтом к гибочному сектору. При включении привода станка гибочный сектор поворачивается на заданный угол и производит гнутье трубы.
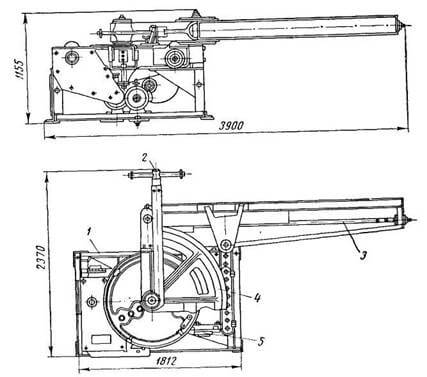
Рис. 57. Станок ТГМ-38-159 для гнутья с внутренней оправкой:
1 — станина, 2 — прижимный винт, 3 — штанги с внутренней оправкой,
4 — гибочный сектор, 5 — привод
Для гнутья в холодном состоянии трубы необходимо предварительно подготовить. Трубы должны быть обязательно отожжены (если отжиг не был выполнен на заводе-изготовителе). Поэтому при заказе труб для холодного гнутья в технических условиях необходимо предусмотреть поставку стальных труб в отожженном состоянии. Поступающие в цех трубы, особенно стальные, перед гнутьем очищают от грязи, окалины и ржавчины.
Существенными недостатками гнутья труб в холодном состоянии являются ограничение радиуса изгиба труб (не менее 3,5DH), необходимость наличия большого количества сменной оснастки и сложность переналадки оборудования, особенно станков с внутренней оправкой. Для каждого наружного диаметра трубы и радиуса изгиба требуется свой гибочный диск; кроме того, для каждого внутреннего диаметра трубы — 2—3 оправки (с учетом поля допусков на диаметр). В связи с этим необходим строгий подбор сортамента изгибаемых труб по диаметру и толщине стенки, а также по радиусам изгиба.
1. Назовите основные способы гнутья труб в холодном состоянии.
2. Укажите, в чем различие основных способов гнутья труб.
3. Какие приспособления и станки применяют для гнутья труб в холодном состоянии?
Все материалы раздела «Обработка труб» :
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб