
Сборка фланцевых соединений
Фланцевое соединение — наиболее уязвимое и слабое место трубопровода.
Сборка труб с фланцами является одной из наиболее распространенных и ответственных операций при изготовлении и монтаже трубопроводов, так как расстройство фланцевого соединения вызывает необходимость отключения трубопровода.
Пропуски среды через неплотности фланцевых соединений в процессе испытания и эксплуатации трубопроводов происходят вследствие слабой затяжки фланцев, перекосов между плоскостями фланцев, некачественной очистки уплотнительных поверхностей фланцев перед установкой новой прокладки, неправильной установки прокладки между фланцами, применения .некачественного прокладочного материала или материала, который не соответствует параметрам среды, дефектов на уплотнительных поверхностях (зеркалах) фланцев.
Процесс сборки фланцевого соединения состоит из установки (напасовки), выверки и крепления фланцев на концах труб, установки прокладки и соединения двух фланцев болтами или шпильками. Соединяемые участки труб перед сборкой фланцевого соединения выверяют на прямолинейность их осей.
При напасовке фланцев на трубы в соответствии со СНиП ШТ.9—62 должны быть соблюдены следующие требования.
Отклонение от перпендикулярности фланца п к оси трубы (перекос), измеренное по наружному диаметру фланца (рис. 99, а) не должно превышать 0,2 мм на каждые 100 мм диаметра трубопровода, предназначенного для работы под давлением до 16 кгс/см2, 0,1 мм — под давлением от 16 кгс/см2до 64 кгс/см2и 0,05 мм под давлением выше 64 кгс/см2.
Устанавливать фланцы надо так, чтобы отверстия для болтов и шпилек были расположены симметрично главным осям (вертикальной и горизонтальной), но не совпадали с ними (рис. 99,6). Смещения осей болтовых отверстий во фланцах т относительно оси симметрии не должны превышать ± 1 мм при диаметре отверстий 18—25 мм, ±1,5 мм — при 30—34 мм и ±2 мм — при 41 мм.
Смещение осей отверстий фланца по окружности трубы проверяют с помощью отвеса или уровня, по которым находят вертикальную или горизонтальную ось, а затем линейкой контролируют смещение отверстий.
Перпендикулярность фланца проверяют контрольным угольником (рис. 100) и щупом. Зазор между фланцем 2 и угольником 1 замеряют в точках, диаметрально противоположных точкам касания.
Для напасовки на трубы с условным проходом до 200 мм плоских и приварных встык фланцев с центровкой их по внутреннему диаметру трубы применяют приспособление, показанное на рис. 101. Приспособление состоит из рычажного устройства 1 установленного на штоке 3, и диска 5. Для установки фланца 6 рычажный механизм вставляют внутрь трубы 2. При вращении штока 3 по часовой стрелке рычаги расходятся, прижимая планки 4 к стенке трубы, при этом диск устанавливается строго перпендикулярно оси трубы. Плоские фланцы устанавливают по диску приспособления (положение 1), а приварные встык — по торцу трубы и планкам приспособления (положение II). После выверки положения фланца его прихватывают электродуговой сваркой.
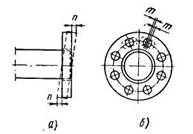
Рис. 99. Положение фланца при установке на трубе:
а — отклонение от перпендикулярности фланца к осн. трубы,
б — смещение осей болтовых отверстий во фланцах относительно оси симметрии
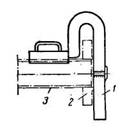
Рис. 100. Контрольный угольник:
I — угольник, 2 — фланец, 3 — труба
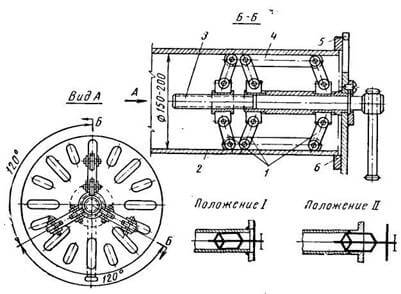
Рис. 101. Приспособление для напасовки фланцев с центровкой по внутреннему диаметру трубы:
1 — рычажное устройство, 2 — труба, 3 — шток с воротком, 4 — планка, 5 — диск, 6 — фланец
При сборке элементов и узлов трубопроводов на сборочных стендах для напасовки фланцев применяют специальные передвижные приспособления.
Для напасовки фланцев приварных встык с условным проходом до 5О0 мм наиболее рационально приспособление, показанное на рис. 102, а. Привариваемый фланец устанавливают на сменные контрольные штифты 1, изготовленные в соответствии с диаметром болтового отверстия фланца. Эти штифты с помощью двухзаходного винта 2 и рукоятки 3 разводят и фиксируют положение болтовых отверстий фланца симметрично вертикальной оси. Перпендикулярность фланца продольной оси трубы достигается прижатием его зеркала к плоскости установочной каретки 4. Совпадение оси фланца с осью трубы достигается перемещением каретки с фланцем по вертикали с помощью винта 5 и рукоятки 6. Приспособление установлено на направляющих роликах 7, и после сборки и прихватки элемента легко откатывается.
При сборке на таком приспособлении плоского фланца внутрь его вставляют установочное кольцо, чтобы труба не доходила до торца каретки (плоскости фланца) на требуемую величину. Недостаток данной конструкции заключается в необходимости индивидуальной центровки внутреннего отверстия фланца и трубы при сборке.
На рис. 102,6 показано приспособление для напасовки плоских фланцев с условным проходом до 500 мм. Оно отличается от описанного выше тем, что на установочной каретке вместе контрольных штифтов закреплена оправка 8, имеющая сери» цилиндрических выступов, диаметры которых соответствуют внутренним диаметрам собираемых фланцев. Ширину выступов принимают с учетом величины, на которую не доводят фланец. Торцовые поверхности выступов обработаны строго перпендикулярно продольной оси. Фланец надевают на трубу и прижимают зеркалом к торцовой поверхности оправки. Установочную каретку перемещают с помощью винта 5, чтобы она по высоте находилась на одной оси с трубой.
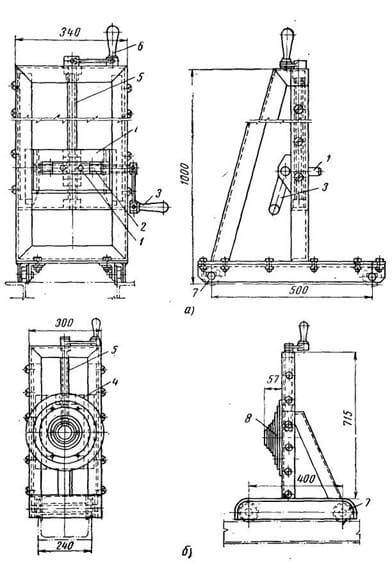
Рис. 102. Приспособления для напасовки фланцев:
а — приварных встык, б — плоских приварных; 1 — контрольный штифт, 2 — двухзаходный винт,
3, 6 — рукоятки, 4 — установочная каретка, 5 — винт, 7 — направляющие ролики, 8 — оправка
Если фланец не имеет перекоса или величина перекоса допускаемая, производят окончательную сборку соединения с установкой прокладок. Мягкие прокладки (из паронита, картона, асбеста) перед установкой смачивают водой и натирают с обеих сторон сухим графитом. Смазывать прокладки мастиками или графитом, разведенным на масле, нельзя, так как мастика и масло пригорают к зеркалам фланца и портят их поверхность.
Плотность фланцевого соединения в значительной степени зависит не только от чистоты поверхности зеркал фланцев, качества и размеров прокладки, но и от тщательной и умелой сборки и затяжки гаек. Перед сборкой фланцевых соединений с выступом и впадиной следует убедиться в том, что выступ одного фланца свободно входит во впадину сопрягаемого с ним фланца, а прокладка не имеет смещений в ту или иную сторону.
Сборка труб со свободными фланцами на приварном кольце или отбортованной трубе ничем не отличается от вышеизложенного и сводится в основном к подготовке конца трубы.
Исправление перекоса фланцев при их сборке путем натяга болтов или шпилек, а также устранение зазоров установкой клиновых прокладок не допускается. Такой натяг вызывает одностороннее сжатие прокладки и недопустимую вытяжку болтов или шпилек, в результате чего соединение становится неплотным. Перетянутые болты или шпильки в процессе эксплуатации могут разорваться.
Гайки фланцевых соединений с паронитовыми прокладками затягивают по способу крестообразного обхода. Сначала затягивают одну пару противоположно лежащих болтов, затем вторую пару, находящуюся под углом 90° к первой. Постепенно поперечным завертыванием гаек затягиваются все болты. При такой последовательности затяжки гаек не образуется перекосов во фланцевых соединениях.
Гайки с металлическими прокладками затягивают по способу кругового обхода, т. е. при трех- или четырехкратном круговом обходе равномерно затягивают все гайки. Гайки фланцевого соединения затягивают ручными и механизированными гаечными ключами с трещотками. К механизированным инструментам относятся ключи-гайковерты с электрическим или пневматическим приводом. Равномерность затяжки и величину холодного натяга шпилек фланцевого соединения и крышек арматуры на трубопроводах высокого давления контролируют динамометрическими ключами- путем измерения удлинения шпильки при затяжке. Допускаемый размер холодного натяга шпилек находится в пределах от 0,03 до 0,15 мм на каждые 100 мм длины шпильки.
При разборке и ремонте фланцевых соединений для раздвижки применяют приспособления с клином. После разборки фланцев обязательно меняют прокладку. Старую прокладку ставить нельзя даже в том случае, если состояние ее вполне удовлетворительное.
При сборке фланцевых соединений запрещается оставлять незатянутыми болты или шпильки, соединяясь фланцы без прокладок и оставлять монтажные болты.
1. Какие требования предъявляются к сборке труб с фланцами?
2. Какие приспособления используют для сборки труб с фланцами?
3. Перечислите правила затяжки фланцевого соединения.
Все материалы раздела «Изготовление трубопроводов» :
● Технология централизованного изготовления
● Сборка элементов и узлов трубопроводов
● Испытание и маркировка узлов
● Организация труда при изготовлении узлов, основные правила техники безопасности
● Изготовление сварных труб и секционных отводов
● Изготовление сварных тройниковых соединений и П-обраных компенсаторов
● Сборка и сварка прямолинейных секций
● Антикоррозийная изоляция секций трубопроводов
● Состав проектной документации трубопроводов
● Монтажно-технологическая схема и монтажный чертеж трубопроводов
● Деталировочные чертежи трубопроводов
● Нормы и правила сооружения трубопроводов