
Сварка трубопроводов из легированной стали
Стыки трубопроводов из легированных сталей выполняются автоматической сваркой под флюсом и в среде защитного газа, ручной и газовой сваркой. В отдельных случаях применяют стыковую контактную сварку оплавлением. Наибольшее распространение получила автоматическая и ручная сварка неплавящимся электродом в среде аргона.
Наиболее рациональные типы соединений и способы подготовки кромок труб из легированных сталей под ручную и автоматическую сварку показаны на рис. 85.
В последние годы все большее применение находит соединение с расплавляемыми «ставками. Со вставками сваривают трубы диаметром 40 мм и более и толщиной стенки от 3,5 мм и выше. Во время сварки расплавляемая вставка полностью сплавляется со стенками трубы и обеспечивает хорошее формирование корня шва. Вставка представляет собой профилированное кольцо из проволоки. При сборке стыка необходимо обеспечить плотное прилегание вставки к внутренним поверхностям кромок свариваемых труб, чтобы зазор в замке кольца не превышал 1,5 мм.
Сварка трубопроводов из легированных сталей допускается при определенной температуре окружающего воздуха; перед прихваткой и сваркой кромки труб из некоторых марок сталей требуют предварительного подогрева с последующей термообработкой сварных стыков.
Трубопроводы из стали 10Г2, работающие при температуре до —70° С, сваривают вручную электродуговым способом в поворотном и неповоротном положениях. Сталь 10Г2 содержит повышенный процент марганца, который способствует сохранению ее вязкости при низких температурах. Ручную дуговую сварку выполняют с помощью электродов ВСН-3 на постоянном токе обратной полярности.
Трубопроводы из сталей 12Х5М (Х5М), Х5 и Х5ВФ сваривают ручной дуговой сваркой в поворотном или неповоротном положении, а также автоматической сваркой под флюсом в нижнем положении при вращении труб и деталей.
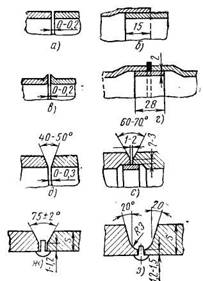
Рис. 85. Типы соединений и подготовка кромок труб из легированной стали под сварку:
1 — стыковое без разделки кромок, б — с одним раструбом, в — с отбортовкой «на ус», г — с двумя раструбами с подкладным н присадочным кольцом, д — стыковое с разделкой кромок, е — стыковое с подкладным кольцом, ж и з — стыковое с расплавляемыми вставками.
Трубопроводы из нержавеющих сталей по сравнению с углеродистыми имеют примерно в 2 раза меньшую теплопроводность и в 1,5 раза больший коэффициент теплового расширения. Наименьшее коробление достигается при сварке под флюсом и в защитных газах. Кислотостойкие хромоникелевые аустенитные стали, например 1Х18Н10Т, подвержены весьма опасному виду коррозионного разрушения — межкристаллитной коррозии, т. е. резкому падению ударной вязкости. Нержавеющие стали склонны и к образованию горячих трещин. Горячие трещины наиболее часто встречаются в кратерах, которые следует особенно тщательно заваривать. Нельзя выводить кратер на основной металл. Сварные соединения труб из хромоникелевых нержавеющих сталей в отдельных случаях подвергают термообработке, например, по следующему режиму: нагрев до 850° С и последующее охлаждение водой.
Ручную дуговую сварку нержавеющих сталей выполняют постоянным током обратной полярности.
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов