
Отводы крутоизогнутые и гнутые
Одной из наиболее распространенных деталей трубопроводов являются отводы. Они предназначены для соединения сваркой встык труб одного диаметра, расположенных под углом. По конструкции отводы подразделяются на крутоизогнутые и гнутые.
Крутоизогнутые отводы имеют малый радиус кривизны (1 —1,5 условного диаметра), вследствие чего они имеют относительно небольшой вес и габариты. Они изготовляются с условным диаметром от 40 до 600 мм с углом 90°, 60° и 45° из углеродистой стали 20 и с условным диаметром от 50 до 300 мм из легированной стали Х5М, Х18Н10Т, Х5ВД, 12ХМФ и других на условное давление до 100 кгс/см2.
Область применения крутоизогнутых отводов определяется типом труб и маркой стали, из которой они изготовлены, а также способом выполнения.
На специализированных заводах крутоизогнутые отводы изготовляют несколькими способами: горячей протяжкой и штамповкой из труб, штамповкой из листа с последующей сваркой продольного шва.
Способ изготовления отводов горячей протяжкой по сердечнику представляет собой оригинальный процесс горячей обработки металлов давлением. На рис. 4 показана технологическая схема этого процесса. Мерные трубы-заготовки- 5 подаются на штангу 4 гидравлического пресса. На переднем конце штанги укреплен основной инструмент — рогообразный сердечник 1 (по форме сердечник представляет собой рог — изогнутый конус с эксцентрично увеличивающимся диаметром). Штанга закреплена от продольного смещения открывающимися поочередно замками —силовым 7 и несиловым 9. Силовой замок в период загрузки труб-заготовок открыт, а несиловой замок закрыт. При рабочем ходе, наоборот, силовой замок закрыт, а несиловой — открыт. По штанге трубы-заготовки проталкиваются захватом 6 с помощью (гидроцилиндров 8 пресса. При рабочем ходе пресса захват упирается в задний торец последней трубы-заготовки, которая в свою очередь передним торцем проталкивает предыдущие трубы-заготовки по сердечнику. Процесс протяжки происходит в печи 3 с местным нагревом газовыми горелками 2. В результате протяжки труб-заготовок по рогообразному сердечнику получают отводы 180 или отводы 9.0° с требуемым радиусом изгиба.
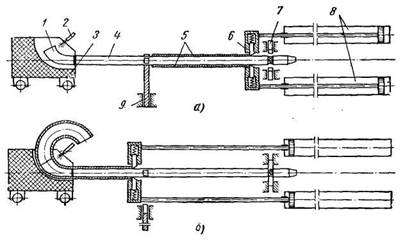
Рис. 4. Схема процесса изготовления отводов горячей протяжки по сердечнику:
а-положение пресса в период загрузки труб-заготовок: 1- сердечник 2 -газовая горелка, 3 - печь, 4 - штанга, 5 - трубы-заготовки, 6 - захват, 7 - силовой замок 8 - гидроцнлнндры пресса, 9 - несиловой замок; б - положение пресса в период рабочего хода
При протяжке по рогообразному сердечнику труба-заготовка получает значительные деформации. Например, при радиусе изгиба отвода, равном условному проходу (R=DY), происходит увеличение диаметра трубы-заготовки на 50%, а при радиусе изгиба, равном 1,5 условного прохода,— на 33%.
В настоящее время методом горячей протяжки изготовляют отводы с условным диаметром от 50 до 500 мм.
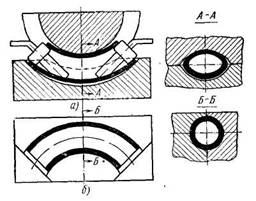
Рис. 5. Схема штамповки крутоизогнутых отводов: а - гибочный ручей, б — формовочный ручей
Технологический процесс изготовления отводов способом горячей протяжки по сердечнику выгодно отличается от получения отводов гнутьем. Он обеспечивает получение отводов с одинаковой толщиной стенки по сечению вне зависимости от радиуса изгиба отвода, возможность изготовления отводов с малыми радиусами изгиба и небольшой толщиной стенки (отношение — до 0,016), высокую производительность и качество получаемых отводов и низкую себестоимость их изготовления, а также широкий диапазон типоразмеров изготовляемых отводов.
Другим высокопроизводительным способом изготовления крутоизогнутых отводов, обеспечивающим их высокое качество, является горячая штамповка на кривошипных или фрикционных прессах в двухручьевых штампах (рис. 5). Штамповкой изготовляют отводы условным диаметром от 40 до 100 мм. Исходным материалом для изготовления является отрезок трубы, имеющий косые срезы по концам с диаметром на 6—8% больше, чем у изготовляемого отвода. В первом гибочном ручье (рис. 5, а) происходит объемный изгиб и одновременно поперечному сечению заготовки придается форма овала. Этим достигается сохранение толщины стенки по сечению в пределах допуска при малых радиусах изгиба. Для уменьшения смятия торцов трубы-заготовки при изгибе и увеличения радиуса изгиба в средней зоне применяют внутренние оправки.
Во втором формовочном ручье (рис. 5,6) согнутую заготовку, повернутую на 90° относительно ее продольной оси, обжимают. При этом поперечному овальному сечению придается круглая форма и уменьшается первоначальный диаметр. Отводы с DУ, равным 50 и 70 мм, изготовляются, кроме того, холодной штамповкой в одну операцию в одноручьевом штампе.
Штамповка отводов из листовой стали производится из двух половин на фрикционных прессах. Каждая половина отвода штампуется в одноручьевом штампе. После штамповки кромки обеих половин торцуют по линии разъема, а затем их собирают и автоматически сваривают два шва отвода на манипуляторе и окончательно обрабатывают торцы на полуавтоматах. В последнее время применяется штамповка отводов из листовой стали с одним швом. Технология изготовления штампо-сварных отводов из листового проката пока еще имеет высокую трудоемкость, однако этот процесс представляет практический интерес, так как позволяет заменить более дефицитные трубы листовым прокатом. Особенно экономически эффективно изготовление штампосварных отводов из высоколегированных сталей, так как вследствие ограниченности сортамента таких труб не всегда можно подобрать необходимый диаметр трубы-заготовки для изготовления отводов горячей штамповкой или протяжкой.
Гнутые отводы изготовляют из бесшовных и электросварных труб гнутьем на трубогибочных станках в. холодном состоянии, горячим гнутьем на станках с нагревом токами высокой частоты и с набивкой песком. В целях уменьшения деформации стенки гнутые отводы изготовляют со сравнительно большим радиусом изгиба (R не менее 3—4 DН). Наличие у гнутых отводов на концах длинных прямых участков делает их вес весьма значительным. Гнутые отводы можно устанавливать на трубопроводах всех категорий.
Сравнительный технико-экономический анализ различных способов изготовления крутоизогнутых и гнутых отводов показывает, что наименее трудоемкими способами являются горячая протяжка и штамповка.
Гнутые отводы рекомендуется изготовлять лишь в тех случаях, когда нет крутоизогнутых отводов (например, для толстостенных труб и для труб из некоторых марок легированной стали), а также, когда по проекту требуется радиус изгиба больший, чем у крутоизогнутых отводов.
1. Чем отличаются крутоизогнутые отводы от гнутых?
2. Какие существуют основные способы изготовления крутоизогнутых отводов?
3. Расскажите о технологии изготовления отводов горячей протяжкой.
4. Расскажите о технологии изготовления штампосварных отводов.
Все материалы раздела «Изделия» :
● Сортамент труб и область их применения
● Технические требования к стальным трубам
● Сортамент труб технологических трубопроводов по нормалям машиностроения
● Отводы крутоизогнутые и гнутые
● Фланцы
● Тройники, переходы и заглушки
● Опоры, подвески и опорные конструкции
● Трубы и детали трубопроводов из цветных металлов и их сплавов
● Трубы и детали трубопроводов из чугуна и специальных сплавов
● Трубы и детали из стекла, ситалла, фарфора, керамики, аитегмита и фанеры
● Трубы и детали гуммированные, биметаллические и с лакокрасочными покрытиями
● Трубы и детали футерованные и эмалированные
● Назначение, классификация и выбор арматуры
● Приводная и самодействующая арматура
● Условные обозначения и отличительная окраска арматуры
● Крепежные изделия, прокладочные и уплотнительные материалы