
Гнутье труб в горячем состоянии
Существует три основных способа гнутья труб в горячем состоянии: с нагревом токами высокой частоты; гладкое с наполнителем и гнутье со складками (гофрами) без наполнителя. Два последних способа имеют низкую производительность, высокую трудоемкость и требуют больших производственных площадей, поэтому прибегают к ним в исключительных случаях, когда другие способы невозможны.
В последнее время на трубозаготовительных базах и заводах все более широко осуществляют гнутье труб с нагревом токами высокой частоты (ТВЧ). Сущность этого способа гнутья заключается в непрерывно-последовательном зональном изгибе небольшого участка трубы, нагреваемого в индукторе под действием быстропеременного электромагнитного поля, создаваемого ТВЧ. Трубу 1 (рис. 58) устанавливают между направляющими роликами 2 и закрепляют в зажимах, которым сообщается продольное перемещение. Труба продвигается через охватывающий кольцевой индуктор 3, соединенный с трансформатором, который питается от машинного генератора ТВЧ. При прохождении через индуктор отдельные участки трубы (на данном рисунке это участок 4) последовательно нагреваются до 900—1160е С, т. е. до температуры, при которой металл становится наиболее пластичным. Участок трубы непосредственно за индуктором (это участок 5), охлаждается водой до 200—300° С из специального кольцевого устройства индуктора. Передний конец трубы упирается в специальный гибочный ролик 6, под действием которого происходит зональный изгиб. Таким образом, все изгибающее усилие, передаваемое роликом, приводит к деформированию только постепенно перемещающегося небольшого нагретого участка трубы, заключенного между двумя жесткими относительно холодными участками. Благодаря этому предотвращается возможность овальности сечения трубы и образования складок.
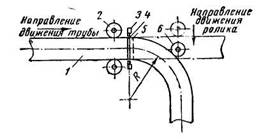
Рис. 58. Схема гнутья труб с нагревом ТВЧ: 1 — изгибаемая труба. 2 — направляющие ролики, 3 — индуктор, 4 — участок нагрева и изгиба трубы, 5 — зона охлаждения трубы, 6 —гибочный ролик
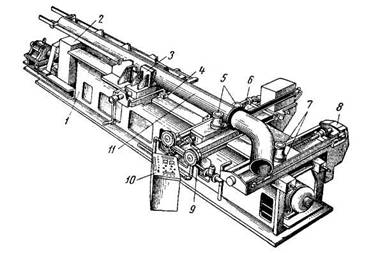
Рис. 59. Станок ТГУ-300 для гнутья труб с нагревом ТВЧ: 1 — станина, 2 •— механизм продольной подачи, 3 — каретка зажима, 4 — поддержка, 5 — направляющие ролики, 6 — индуктор, 7 — гибочный ролик, 8 — механизм поперечной подачи, 9 — система охлаждения, 10 — пульт управления, 11 — изгибаемая труба
Станки для гнутья труб с нагревом ТВЧ выпускают двух моделей—52-012 (средняя модель) для гнутья труб с условным проходом от 80 до 250 мм и 52-013 (большая модель) для гнутья труб е условным проходом от 125 до 400 мм, а также станки ТГУ-300 (рис. 59). Этот станок предназначен для гнутья труб с условным проходом от 80 до 250 мм. Перед гнутьем трубу устанавливают в зажимах и направляющих роликах 5. Затем включают генератор: ток высокой частоты подается на индуктор 6 и происходит нагрев кольцевого участка трубы. Механизмом продольной подачи 2 труба перемещается вдоль оси станка, одновременно механизмом поперечной подачи 8 перемещается нажимной ролик 7 и изгибает трубу.
Скорость продольной подачи трубы подбирают опытным путем; она зависит от диаметра и толщины стенки, а также от мощности генератора ТВЧ. Обычно скорость продольной подачи равна 0,3—3 мм/сек. Скорость поперечной подачи составляет 0,7 скорости продольной подачи и определяется заданным радиусом изгиба. Питание станка осуществляется от высокочастотной установки МГЗ-102 (для средней модели) или ВГО-250-2500 (для большой модели), которая размещается в отдельном помещении. Мощность установок соответственно равна 100 или 250 кет. При толщине стенки труб до 20 мм наиболее рациональной является частота тока 2500 пер/сек. На станках производится гнутье труб в любой плоскости с радиусом изгиба 3DH и выше. При меньших радиусах изгиба, в частности, 1,5DBтолщина стенки на внешней образующей получает утонение почти на 25%, т. е. больше допустимой.
Радиус изгиба трубы контролируют шаблоном или радиусоугломером. Изгибать трубы можно на станках с любым радиусом кривизны при углах загиба более 180° без смены оснастки. Способ гнутья труб с нагревом ТВЧ является одним из наиболее эффективных способов изготовления гнутых элементов и узлов, особенно для толстостенных трубопроводов высокого давления и трубопроводов из легированной стали. По сравнению с холодным гнутьем он обладает следующими преимуществами: сокращается время на настройку станка, отпадает необходимость в громоздкой и дорогостоящей сменной оснастке (гибочные диски, вкладыши, оправки), уменьшается величина овальности, возможность образования складок (гофров), создается возможность гнутья труб в разных плоскостях.
Недостаток данного способа заключается в том, что нельзя получить изгибы малых радиусов (1,5 DHи 2 DH) без утонения стенки; кроме того, требуется большой расход электроэнергии.
Для гладкого гнутья труб в горячем состоянии с наполнителем применяют только чистый речной песок, просушенный и просеянный через сито с ячейками 1,5х × l,5 мм. Речной песок в отличие от горного не содержит посторонних примесей, которые могут пригореть к внутренним стенкам. Для гнутья оборудуют специальную трубогибочную площадку, на которой устанавливают: вышку с бункером для набивки труб песком, устройство для нагрева труб (горн или форсунки), гибочную плиту, две лебедки грузоподъемностью по 5 тс для гнутья труб и одну лебедку грузоподъемностью 3 тс для подъема и перемещения заготовок и гнутых элементов.
Гнутье труб со складками применяют для труб диаметром 200 мм и выше с толщиной стенки не более 12 м и только в тех случаях, когда такие гнутые элементы разрешается устанавливать на трубопроводе. Этот способ дешевле и проще, чем гладкое горячее гнутье с наполнителем.
На трубе размечают места складок в виде ромбов в количестве 5—9 в зависимости от диаметра трубы. Размеченные места нагревают газовой горелкой до светло-вишневого цвета, после чего при изгибе выжимается первая складка. Последующие складки получают таким же образом. При гнутье один конец трубы закрепляют зажимом, а второй соединяют через блок с лебедкой.
1. Как гнут трубы с нагревом ТВЧ?
2. В чем заключаются основные преимущества гнутья труб с нагревом ТВЧ?
3. Какие имеются конструкции трубогнбочных станков?
4. Укажите недостатки способа гнутья труб с набивкой песком и со складками.
Все материалы раздела «Обработка труб» :
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб