
Отбортовка концов труб, штуцеров и отверстий
Отбортовку труб и патрубков для разъемных соединений трубопровода со свободными фланцами осуществляют на токарных, трубонарезных станках или на прессах путем штамповки.
Сущность процесса отбортовки на токарных и трубонарезных станках заключается в том, что отбортовываемую трубу закрепляют на оправке в патроне станка, а пуансон-развальцовку (давильник) закрепляют в резцедержателе суппорта. В процессе отбортовки труба вращается. Для снижения усилий отбортовку в большинстве случаев выполняют при нагреве концов труб газовыми горелками или токами высокой частоты.
Отбортовку концов труб целесообразно осуществлять при централизованном изготовлении узлов трубопроводов непосредственно в условиях трубозаготовительного цеха.
Отбортованные патрубки (укороченные) изготовляют на специализированных заводах из круглой листовой заготовки путем вырезки отверстия и его отбортовки.
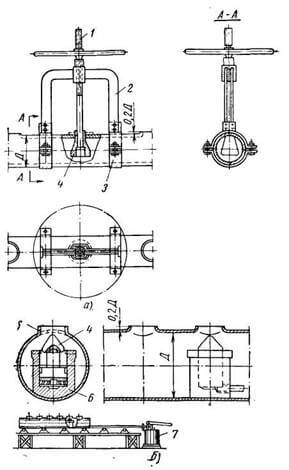
Рис. 47. Приспособления для отбортовки отверстий в трубах под штуцеру
а — винтовое, б — гидравлическое; 1 — винт, 2 — скоба, 3 —хомут, 4 — конусный пуансон, 5 — отбортованный штуцер, 6 — гидравлический домкрат, 7 — насос
Отбортовку отверстий в трубах для приварки штуцеров тройниковых соединений выполняют с помощью винтовых или гидравлических приспособлений (рис. 47). Отбортовку отверстий в трубах под штуцера рекомендуется осуществлять при соотношении наружных диаметров штуцера и трубы 0,8 и менее. При отбортовке штуцеров в трубах сначала вырезают отверстие диаметром около ⅓ внутреннего диаметра штуцера (часто делают овальное отверстие), затем в трубу устанавливают конусный пуансон и соединяют его с тягой. После этого место отбортовки подогревают до 950—1000° С газовыми горелками. Вращением ходового винта или подачей давления в гидродомкрат протягивают пуансон через отверстие, не прерывая подогрева. Отбортовку заканчивают при температуре не ниже 700° С (темно-вишневый цвет). Нагревать надо участок, представляющий собой площадь круга диаметром, равным 1,5 диаметра штуцера.
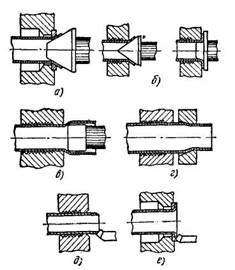
Рис. 48. Примеры операций, выполняемых иа прессах ПГ-25, ПГ-50 и ПГ-100:
а — отбортовка конца трубы по фланцу, б — отбортовка конца трубы под свобод-вый фланец (две операции), в — раздача конца трубы под переходное соединение, г — обжим конца трубы под переходное соединение, д — обработка конца трубы под сварку, е — проточка уплотнительной поверхности на фланце и отбортованной трубе
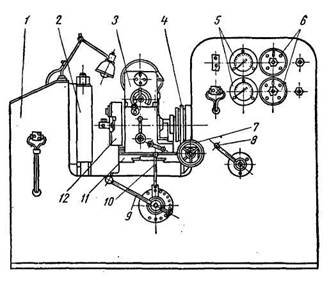
Рис. 49. Гидравлический пресс ПГ-50: 1 — станина, 2— зажимное устройство, 3 — подрезное устройство. 4 — нажимное устройство, 5 — приборы, 6 — регуляторы давления, 7 — маховик управления подрезным устройством, 8, 9, 10 — рукоятки управления нажимным устройством, 11 — поперечные направляющие, 12 — планшайба
Сменный пуансон подбирают в зависимости от требуемого внутреннего диаметра отбортованного штуцера. Кромку штуцера после отбортовки обрабатывают под сварку.
На многих судостроительных заводах отбортовку концов труб диаметром 14—300 мм под свободные фланцы, а также обжатие и раздачу концов труб под переходные соединения выполняют на специальных прессах ПГ-25, ПГ-50 и ПГ-100 с давлением рабочего плунжера соответственно 25, 50 и 100 тс. На данных прессах можно выполнять отбортовку концов труб по фаске приваренного фланца или упорного кольца (рис. 48, а), отбортовку концов стальных, медных, алюминиевых труб под свободные фланцы (рис. 48,6); раздачу (рис. 48, в) и обжатие (рис. 47, г) концов труб под переходные соединения; подрезку торца труб под сварку встык (рис. 48, д); проточку привалочной поверхности и уплотнительных канавок на фланцах и опорных кольцах (рис. 48, е).
На рис. 49 приведен общий вид гидравлического пресса ПГ-50. В зависимости от характера выполняемой операции на прессе в хвостовике плунжера нажимного устройства 4 устанавливают необходимый сменный инструмент. Подрезное устройство 3 с резцом, закрепленным в планшайбе 12, установлено в поперечных направляющих 11.
1. Как производится отбортовка отверстий в трубах?
2. Для чего нужна отбортовка концов труб и патрубков?
3. Как осуществляется отбортовка концов труб и патрубков?
4. Расскажите об устройстве приспособлений для отбортовки отверстий.
Все материалы раздела «Обработка труб» :
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб