
Тройники, переходы и заглушки
При изготовлении и монтаже трубопроводов большое применение находят разнообразные тройниковые соединения (рис. 9), которые предназначены для получения разветвлений труб — равнопроходных (без изменения диаметра ответвления) и переходных (с изменением диаметра ответвления).
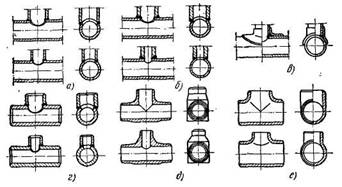
Рис. 9. Конструкции равнопроходных и переходных тройниковых соединений и тройников для технологических трубопроводов:
а — соединение врезкой без укрепляющих элементов, б — соединение врезкой с усиленным штуцером, в — соединение врезкой с укрепляющей седловиной, г — тройник сварной, д — тройник кованый, е — тройник штампованный из труб
Разнообразие конструкций тройниковых соединений вызвано, во-первых, тем, что трубопровод в местах примыкания к нему ответвлений ослабляется вырезкой отверстий и в зависимости от запаса прочности трубопровода требуется различной степени усиление его в этих местах; во-вторых, различием технологии их изготовления. Из типов сварных тройниковых соединений наиболее экономичным с точки зрения трудоемкости их изготовления и расхода металла является «врезка», т. е. сварное ответвление без усиления (укрепляющих элементов). Соединение врезкой без усиления широко применяется для трубопроводов на условное давление до 25 кгс/см2. Для трубопроводов на условное давление от 40 кгс/см2и выше по условиям прочности это соединение без усиления применяется только для переходных соединений труб небольшого диаметра. Усиливают подобные соединения путем использования утолщенной трубы или штуцера, а также накладками и седловинами.
В отличие от сварных тройниковых соединений штампованные тройники благодаря бесшовному плавному сопряжению горловины с корпусом имеют высокую прочность. Это позволяет использовать данные тройники со стенками толщиной, равной толщине стенок присоединяемых труб.
Штампованные тройники изготовляют из углеродистой стали с условным проходом от 50 до 400 мм на условное давление до 100 кгс/см2.
В заводских условиях бесшовные тройники изготовляют горячей штамповкой из труб на кривошипных и гидравлических прессах в многоручьевых штампах в две, три или четыре операции в зависимости от соотношения диаметров корпуса и горловины тройника и толщин их стенок. Основой технологии изготовления штампованных тройников является совмещенный процесс обжима трубы-заготовки по диаметру с одновременным выдавливанием части объема металла в горловину (рис. 10, а) и калибровка (рис. 10, б). На рис. 10 в, г, показаны штампованные тройники.
Переходы применяют для изменения диаметра трубопровода. По способу изготовления переходы подразделяют на штампованные, сварные лепестковые, сварные вальцованные. Переходное соединение может быть получено непосредственно обжимом конца трубы на меньший диаметр.
По форме различают переходы концентрические и эксцентрические. Концентрические переходы устанавливают преимущественно в вертикальных трубопроводах, а эксцентрические — в горизонтальных.
Стальные концентрические и эксцентрические штампованные переходы изготовляют из углеродистой стали 20 на условное давление до 100 кгс/см2с условными проходами от 50×40 до 400×350 мм.
Штампованные переходы имеют небольшую длину, гладкую внутреннюю поверхность и высокую точность присоединительных размеров.
Сварные лепестковые переходы изготовляют на условное давление до 40 кгс/см2с условными проходами от 150×80 до 400×350 мм.
Сварные вальцованное переходы изготовляют на условное давление до 40 кгс/см2с условными проходами от 150×80 до 1600×1400 мм.
Основными способами серийного заводского изготовления штампованных переходов является раздача трубы-заготовки по диаметру в горячем состоянии и обжим ее с наружным подпором в холодном состоянии.
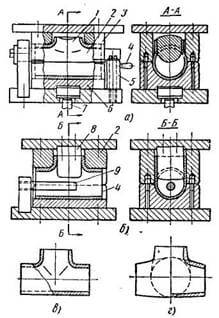
Рис. 10. Схема штампа для изготовления тройников из труб: а — штамп для обжима и предварительной вытяжки горловины тройника, 6 — штамп для калибровки корпуса и горловины тройника, 3 — конструкция бесшовного тройника цилиндрической формы, а — конструкция бесшовного тройника сферо-коннической формы; 1 — пуансон, 2 — перекладина, 3 — верхняя матрица,
4 —рукоятка, 5 — поворотная опора, 6 — нижняя матрица, 7 — выталкиватель, 8 — оправка,
9 — съемник
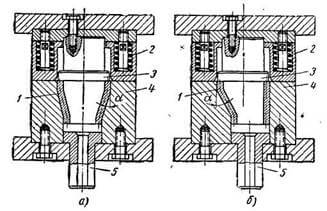
Рис. 11. Схема штампов для изготовления переходов обжимом с наружным подпором:
а — концентрического, б — эксцентрического; 1 — труба-заготовка после штамповки.
2 — подпорное кольцо, 3 — пуансон, 4 — матрица, 5 — выталкиватель
Раздачу трубы-заготовки в горячем состоянии осуществляют при изготовлении переходов с соотношением диаметров до 1,7. Штамповка производится путем раздачи одного конца нагретой трубы-заготовки с помощью конусного пуансона, вводимого усилием пресса внутрь заготовки.
Обжим труб-заготовок с наружным подпором дает возможность изготовлять переходы с соотношением диаметров до 2,1. Осуществляется обжим по диаметру в конусной матрице 4 (рис. 11) одного конца трубы-заготовки. Во избежание выпучивания стенки заготовки используют подпорное кольцо 2 ( блок контейнер, подробнее здесь http://www.uralincom.ru ), охватывающее заготовку с наружной стороны.
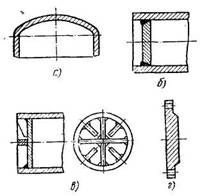
Рис. 12. Заглушки для технологических трубопроводов: а — сферическая, б — плоская, в — плоская ребристая, г — фланцевая
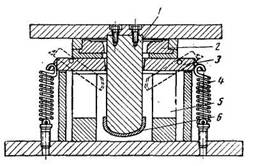
Рис. 13. Схема штампа для вытяжки заглушек:
1 — пуансон, 2 — матрица, 3 — съемник, 4— пружина съемника, 5 — стойка, 6 — отштампованная заглушка
Штампуют переходы в одноручьевых штампах на гидравлических и фрикционных прессах.
Заглушки стальные (рис. 12) используют для того чтобы закрыть свободные концы трубопроводов. По конструктивному исполнению их подразделяют на приварные сферические (рис. 12,а), плоские (рис. 12,6), плоские ребристые (рис 12 в)и фланцевые (рис. 12,г). ''
Заглушки сферические стальные применяют на условное давление до 100 кгс/см2и с условным диаметром от 40 до 250 мм а также с условным диаметром от 300 до 1600 мм. Они изготовляются из листовой стали марок МСтЗ и сталь 20 и 10Г2 Выпуклая часть заглушек имеет эллиптическую форму, что обеспечивает их выеокую прочность при небольшом весе.
Штампуют заглушки вытяжкой без утонения стенки в одноручьевых штампах (рис. 13) на фрикционных и гидравлических прессах в холодном и горячем состоянии.
Плоские заглушки используют на условное давление до 25 кгс/см2и изготовляют с условным проходом от 40 до 600 мм.
Заглушки (днища) плоские ребристые применяют на условное давление до 25 кгс/см2и изготовляют с условным проходом от 400 до 600 мм. Заглушки, усиленные ребрами, более экономичны, чем плоские.
Применение штампованных отбортованных заглушек вместо плоских и усиленных ребрами повышает качество и сокращает стоимость монтажа трубопроводов.
Помимо приварных заглушек используют также плоские фланцевые заглушки, представляющие собой обычный фланец без внутреннего отверстия.
1. Какие встречаются виды тройниковых соединений и в чем их различие?
2. Назовите область применения отдельных видов тройников.
3. Какие встречаются виды заглушек? Укажите область их использования.
4. Какие встречаются виды переходов? Назовите область их применения.
Все материалы раздела «Изделия» :
● Сортамент труб и область их применения
● Технические требования к стальным трубам
● Сортамент труб технологических трубопроводов по нормалям машиностроения
● Отводы крутоизогнутые и гнутые
● Фланцы
● Тройники, переходы и заглушки
● Опоры, подвески и опорные конструкции
● Трубы и детали трубопроводов из цветных металлов и их сплавов
● Трубы и детали трубопроводов из чугуна и специальных сплавов
● Трубы и детали из стекла, ситалла, фарфора, керамики, аитегмита и фанеры
● Трубы и детали гуммированные, биметаллические и с лакокрасочными покрытиями
● Трубы и детали футерованные и эмалированные
● Назначение, классификация и выбор арматуры
● Приводная и самодействующая арматура
● Условные обозначения и отличительная окраска арматуры
● Крепежные изделия, прокладочные и уплотнительные материалы