
Сварка полиэтиленовых трубопроводов
Основным способом соединения полиэтиленовых труб является контактная сварка встык или в раструб без применения присадочного материала. Сварку встык применяют также для получения отводов и тройников из труб (рис. 90).
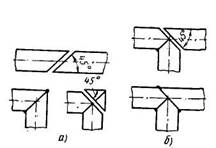
Рис. 90. Изготовление деталей из полиэтиленовых труб контактной сваркой встык:
а —отводов, б —тройников
При сварке встык торцы отрезают строго перпендикулярно их оси и зачищают от заусенцев. Отрезанные торцовые поверхности перед сваркой обрабатывают — снимают окисленный кислородом воздуха поверхностный слой, который при сварке может снизить прочность стыка. Торцовая поверхность труб должна быть ровной, чистой и сухой, без глубоких рисок, зазубрин.
Контактная сварка труб в раструб основана на одновременном оплавлении нагревательным инструментом тонкого слоя наружной поверхности конца трубы и внутренней поверхности раструба фасонной части и последующем сопряжении оплавленных деталей, при котором происходит самоспекание.
Для контактной сварки труб с условным проходом 100—300 мм, расположенных прямолинейно и под различными углами применяют передвижную установку УСПТ-400 (рис.91). Свариваемые трубы устанавливают в поворотный зажим, расположенный на передвижной раме. Нагревательный элемент устанавливают между торцами соединяемых труб, и после их оплавления его вынима-' ют. Нагревательный элемент установки питается от трансформатора.
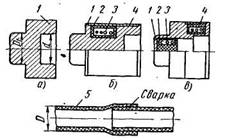
Рис. 92. Инструмент для контактной сварки полиэтиленовых труб в раструб:
а — с нагревом открытым пламенем D до 150 мм, б — электронагревательный для труб D до 50 мм,
в — электронагревательный для труб D —70 мм и выше; 1 — корпус, 2-— теплоизоляция,
3 — электроспираль, 4 — кожух, 5 — раструбное соединение
Нагревательный инструмент для сварки в раструб (рис. 92) имеет впадину для оплавления наружной поверхности трубы и выступ для оплавления внутренней поверхности трубы. Инструмент может нагреваться электрическим током с помощью спирали, заложенной внутри его корпуса, или открытым пламенем паяльной лампы, газовой горелки. Прочность сварного соединения зависит от температуры нагревательного инструмента, продолжительности оплавления деталей, разности между диаметрами выступа и впадины, промежутка времени между снятием деталей с инструмента и их сопряжением (не более 1—2 сек), а также температуры окружающего воздуха (не ниже 0°С). Оптимальная температура нагрева инструмента для сварки труб и деталей из ЛВП — 220—250° С, а оптимальная температура инструмента для сварки труб и деталей из ПНП — в пределах 280—320° С.
1. Назовите основные виды соединений полиэтиленовых трубопроводов.
2. Как производится контактная сварка полиэтиленовых трубопроводов?
3. От чего зависит прочность сварных соединений полиэтиленовых труб?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов