
Нарезание и накатывание резьбы на трубах
В технологических трубопроводах резьбовые соединения имеют ограниченное применение; их используют главным образом при прокладке систем густой смазки прокатных станов, коммуникаций контроля и автоматики, а также при монтаже обвязочных трубопроводов высокого давления условным диаметром от 6 до 200 мм.
В технологических трубопроводах наиболее распространены следующие виды резьбы: метрическая с крупным и мелким шагом; трубная цилиндрическая; трубная коническая. Метрическую резьбу с крупным шагом применяют для резьбовых соединений труб и деталей высокого давления с фланцами; трубную цилиндрическую для соединений труб (в том числе при соединении водогазопроводных труб диаметром до 150 мм с фланцами) арматуры и соединительных частей трубопроводов, работающих под давлением не более 16 кгс/см2. Трубная коническая резьба предназначена для соединений труб, к которым предъявляются повышенные требования в отношении плотности (герметичности). Герметичность в этих соединениях достигается за счет плотного прилегания витков резьбы трубы и детали при затяге без уплотняющих материалов. При прокладке коммуникаций контроля и автоматики такую резьбу применяют для условного давления не более 160 кгс/см2.
Нарезку труб выполняют на специальных трубонарезных станках или вручную с помощью трубных клуппов (при незначительном объеме работ). Для машинной нарезки цилиндрических и конических резьб на концах труб предназначены трубонарезные станки С-225 и ВМС-2. Диаметр нарезаемой резьбы на этих станках составляет от 14 до 76 мм.
Рис. 50. Станок для нарезки конических трубных резьб
Цилиндрические резьбы нарезают с помощью вращающейся резьбонарезной головки с четырьмя тангенциальными плашками; конические резьбы нарезают плашками специальной конфигурации. Нарезаемую трубу закрепляют в подвижной каретке с ручным зажимом в станке (С-225) или пневматическим (в станке ВМС-2). Для нарезания трубных конических резьб от ¼ до ⅜" на трубах преимущественно систем маслосмазки прокатных станов применяют станок, показанный на рис. 50.
Для нарезания резьбы на трубах больших диаметров (DHдо 273 мм)могут быть использованы серийные трубонарезные станки ЭНН и 1983М, применяемые также для обработки труб коммуникаций высокого давления.
Выпускаемые в настоящее время водогазопроводные трубы обладают большим запасом прочности и теоретически могут выдерживать давления, во много раз превышающие испытательные. Однако в результате нарезания резьбы толщина стенки трубы 5 (рис. 51, а) резко уменьшается до S1 и, следовательно, нарезанный участок трубы становится наиболее слабым. Поэтому более толстая стенка на остальной длине трубы имеет излишние запасы прочности, что, по существу, приводит к перерасходу металла.
В последнее время при изготовлении резьбы на водогазопроводных и электросварных тонкостенных трубах получает все большее применение способ накатывания. Особенность этого способа заключается в том, что резьба входит в стенку
трубы приблизительно на половину своего профиля, а полный профиль получается благодаря выдавливанию части металла из впадин между нитками резьбы (рис. 51,б). В результате наружный диаметр резьбы получается несколько больше наружного диаметра трубы, и тем самым значительно увеличивается толщина стенки трубы в месте накатки S2.
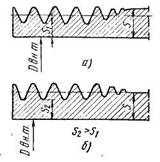
Рис. 51. Трубная резьба, выполненная способом нарезки (а) и способом накатывания (б)
Для машинного накатывания резьбы и ручного (при ремонтных и монтажных работах) применяются резьбонакатные плашки НПТ. Каждому типоразмеру плашек соответствует определенный размер или диапазон размеров накатываемых резьб. Плашки бесступенчато и точно можно регулировать в большом диапазоне, что обеспечивает получение требуемых классов точности резьбы при различных материалах. Для накатывания плашками НПТ на трубах резьбы от ½" и до 2" применяются легкие и быстроходные полуавтоматические станки ВМС-5.
1. В чем основное различие между нарезанием и накатыванием резьбы на трубах?
2. Какие инструменты и механизмы применяют для нарезания и накатывания резьбы на трубах?
3. В чем преимущества накатывания резьб перед нарезанием?
Все материалы раздела «Обработка труб» :
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб