
Подготовка труб под сварку
Подготовка труб под сварку включает: резку труб и обработку кромок под сварку согласно чертежам, очистку поверхности свариваемых кромок, центровку стыка.
Разделку концов труб и деталей трубопроводов из углеродистой стали с условным проходом до 100 кгс/см2 я сборку стыков с зазорами под сварку следует производить в соответствии с требованиями, указанными в табл. 9.
Угол скоса кромок труб проверяют шаблоном в нескольких точках по окружности. Допускаемое отклонение от заданного угла не должно превышать значений, приведенных в табл. 9. Торцы труб должны быть перпендикулярны к ее продольной оси. Проверяют перпендикулярность угольником и линейкой. Отклонения замеряют по двум взаимно перпендикулярным диаметрам. Отклонение от перпендикулярности для труб с условным проходом до 250 мм допускается не более 1 мм, а с условным проходом более 250 мм — 2 мм. Нельзя сваривать трубы, кромки которых покрыты ржавчиной, маслом, краской или грязью, так как ухудшается устойчивость горения дуги, появляется пористость и понижается прочность сварного соединения. Очищают кромки и концы труб от ржавчины, окислов и других загрязнений с наружной и внутренней сторон на ширину 15—20 мм от сварного стыка; при этом пользуются стальными щетками, шарошками, шлифовальными машинками и приспособлениями.
| Таблица 9 | |||||
| Схемы разделки кромок под сварку труб и деталей трубопроводов из углеродистой стали | |||||
| Особенности соединения | Схемы разделки | Размеры, мм | |||
| толщина стенки, S | зазор а | смещение
кромок х не более |
притупление р | ||
| С равными стенками при S <5 мм |
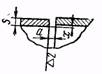 |
1,5-3,5
4-5 |
1±0,5 2±1 | 0,5
1 |
— |
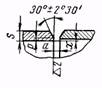
| С одной утолщенной стенкой при S от 3 до 5 мм |
 |
3-3,5
4-5 |
1±0,5 2±1 | 0,5
1 |
— |
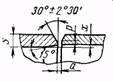
| С равными стенками при S свыше 5 до 25 мм |
 |
6-7
8-10 11—20 22-25 |
2+2-1 | 1,5
2 2,5 3 |
1+1-0,5 2+1-0,5 |
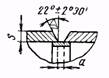
| C одной утолщенной стенкой при S свыше 5 до 25 мм
если х превосходит установленную величину |
 |
6-7
8—10 11—20 22—25 |
2+2-1 | 1,5
2 2,5 3 |
1+1-0,52+1-0,5 |
| Для приварки с подкладным кольцом
(применяется только при наличии специальных указаний) |
 |
6-9 | 4+1-0,5 | — | — |
| 10—18 | 5±1 | — | — | ||
| При расточке конца трубы допускается уменьшение толщины на 15% |
 |
||||
| 20-25 | 5±1 | — | — | ||
Особое внимание уделяется центровке стыка труб. При сборке необходимо обеспечить требуемую точность совпадения кромок свариваемых элементов и их фиксацию при прихватке. Прихватка представляет собой короткий сварной шов, который накладывается при сборке сварных конструкций. К качеству прихватки предъявляют те же требования, что и к основному шву. При сборке ответственных трубопроводов прихватку должен выполнять тот же сварщик, который будет заваривать весь стык.
1. Какие требования предъявляют к разделке концов труб и деталей трубопроводов из углеродистой стали?
2. В чем заключаются особенности центровки стыков труб?
3. В чем заключаются особенности прихватки стыков труб?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов