
Кислородно-флюсовая и дуговая резка
Обычная кислородная резка труб из хромистых и хромоникелевых сталей, а также из чугуна, меди и ее сплавов практически невозможна. Поэтому для резки труб из этих металлов применяют кислородно-флюсовую резку. Сущность этого способа заключается в том, что в струю режущего кислорода подается порошкообразный флюс, который, сгорая в кислороде, выделяет в месте реза дополнительное количество тепла, способствующего расплавлению тугоплавких окислов. Расплавленные окислы образуют жидкие шлаки, которые стекают и не препятствуют процессу резки.
Основным компонентом этих флюсов является железный порошок марок ПЖ5М, ВМ, ВС, различающийся грануляцией. В состав флюса, кроме железного порошка, вводят добавки, например, алюминиевый порошок.
Для ручной и машинной кислородно-флюсовой резки труб из хромистых и хромоникелевых сталей применяют специальную установку УРХС-4 (рис. 79). В состав установки входит резак 1 РАФ-1-59, питающийся по шлангам 2 и 3 кислородом и ацетиленом. Железный порошок насыпают в смеситель 6, из него с помощью флюсопитателя 5 из шлангов 7 флюс поступает в резак.
Для резки труб из нержавеющих и жаропрочных сталей применяют также установки УФР-2 и УФР-3, работа которых основана на принципе кислородно-флюсовой резки. Установка УФР-3 имеет дистанционное управление.
Для кислородно-флюсовой резки помимо ацетилена можно использовать также доменные и коксовые газы, пропанобутановые смеси, метан и другие. При использовании резака специальной конструкции можно применять керосин и бензин. Скорость резки труб из нержавеющей стали с толщиной стенки до 20 мм колеблется от 240 до 760 мм/мин. Часовой расход кислорода 8—10 м3, ацетилена 0,8—0,9 м3, флюса 6—7 кг.
Дуговой (газоэлектрической) резкой называется такой способ резки, при котором металл, расплавляемый электрической дугой, непрерывно удаляется струей газа. В качестве газа могут быть использованы сжатый воздух, кислород, азот. Наибольшее применение получил сжатый воздух, что объясняется его наиболее низкой стоимостью.
Воздушно-дуговая резка наиболее производительна при использовании неплавящихся угольных или графитовых электродов, когда питание электрической дуги осуществляется постоянным током обратной полярности. Воздушно-дуговую резку применяют для выплавки дефектных сварных швов, раковин и трещин, V-образной подготовки кромок под сварку, а также разделительной резки углеродистых и легированных сталей, чугуна и цветных металлов. Наиболее широко ее применяют для разделительной резки нержавеющей стали толщиной до 20— 25 мм.
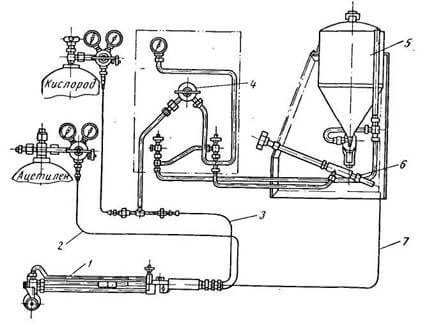
Рис. 79. Схема установки УРХС-4:
1 — резак РАФ-1-59. 2, 3 — шланги для подачи кислорода и ацетилена, 4 — редуктор, 5 — флюсопитатель ФПР-1-59, 6 — смеситель, 7 — шланг для подачи флюса
Для ручной газоэлектрической резки применяют установки УДП-2-58 и ЭДР-60. Используют также резаки типа РВД-1-59, рассчитанные на длительную работу угольным электродом диаметром от 6 до 12 мм при токе до 300—400 а (кратковременно до 500 а). Воздух в зону резки подается через специальные отверстия в резаке. Наиболее широкое применение для воздушнодуговой резки получили цилиндрические угольные электроды диаметром 6, 8, 10 и 12 мм и длиной 250—300 мм: В качестве источников питания постоянным током могут быть использованы обычные сварочные преобразователи ПАС-400, ПС-500 (ПСО-500) и ПСМ-1000. Питание резака сжатым воздухом производится от сети давлением 4—6 кгс/см2. Скорость разделительной резки зависит от толщины обрабатываемого металла, диаметра электрода и силы тока. В среднем скорость резки труб из нержавеющей стали толщиной до 10 мм составляет 350— 800 мм/мин.
1. В чем сущность кислородно-флюсовой резки? Для каких металлов она применяется?
2. Какие установки используют для кислородно-флюсовой резки?
3. В чем сущность дуговой резки металлов?
4. Укажите область применения дуговой резки.
5. Какое оборудование и какие установки и резаки требуются для дуговой резки?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов