
Монтаж внутрицеховых трубопроводов
После установки, выверки и закрепления основного технологического оборудования приступают к монтажу трубопроводов.
Начинают монтаж от аппаратов или машин. Для присоединения к ним прямых участков трубопроводов оставляют свободные концы труб.
Монтируемые узлы и блоки сначала временно крепят к различным элементам зданий или опорным конструкциям на консолях, кронштейнах, подвесках и лишь после этого соединяют с аппаратами. Если применяют групповую прокладку трубопроводов, то при этом фланцы устанавливают вразбежку. Расстояния (в свету) между смежными трубами неизолированных трубопроводов и наружными поверхностями слоя термоизоляции трубопроводов, если они не указаны в монтажных чертежах, должны быть не менее: для труб с условным проходом до 100 мм — 90 мм, от 125 до 350 мм — 120 мм, от 400 мм и более — 150 мм. Расстояние между стеной и ближайшей к ней трубой должно составлять не менее: для труб с условным проходом до 100 мм — 100 мм, от 125 до 200 мм — 125 мм, от 250 до 450 мм — 150 мм, от 500 мм и более — 200 мм. Указанные расстояния даны с учетом установки фланцев на условное давление до 40 кгс/см2. При установке фланцев на более высокое давление расстояния должны быть дополнительно увеличены на величину превышения их наружных диаметров. Расстояния между фланцами, расположенными в одной плоскости, при групповой прокладке трубопроводов должны быть не менее 50—100 мм в зависимости от их диаметра.
Обвязочные трубопроводы вертикальных аппаратов колонного типа рекомендуется монтировать до подъема аппаратов в проектное положение (рис. 132). При этом отпадает необходимость в выполнении наиболее сложных, верхолазных работ, значительно сокращается продолжительность и повышается качество монтажных работ.
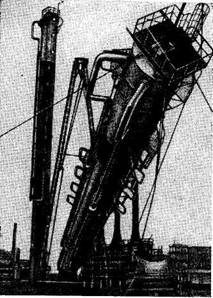
Рис. 132. Подъем ректификационной колонны с заранее
смонтированными обвязочными трубопроводами
При строительстве ряда объектов часто устанавливают однотипные аппараты (теплообменники, насосы, компрессоры, отстойники, фильтры). В этом случае во избежание переделок заготовленных узлов надо проверить точность установки оборудования в осях, соосность всех штуцеров и соблюдение их проектных отметок. В случае отступлений от проектных размеров оборудования или строительных конструкций компенсация размеров трубопроводов производится за счет прямых участков.
Сборку монтажных стыков трубопроводов производят по месту, т. е. путем их подгонки.
При вварке патрубков их длина должна быть не менее 100 мм для трубопроводов с условным проходом до 150 мм и 200 мм для трубопроводов больших диаметров.
До полной сборки участка трубопровода свариваемые стыки узлов соединяют на прихватках, а фланцевые соединения —на монтажных болтах. По окончании сборки монтажных соединений проверяют положение трубопровода в плане и вертикальной плоскости и проектный уклон. Сваривают стыки, устанавливают прокладки между фланцами, устанавливают и затягивают болты фланцевых соединений по окончании сборки и выверки всего участка.
Устранять зазоры между торцами труб и несовпадение осей труб, возникающие при монтаже трубопроводов, путем нагрева, натяжения или искривления их осей категорически запрещается.
Для того чтобы все сварные швы трубопровода были доступны для осмотра, сварные стыки рекомендуется при монтаже располагать на расстоянии не менее 50 мм от опор, продольные швы электросварных труб — в местах, доступных для осмотра и ремонта. Например, сверху при наличии в сварной трубе одного шва (и по бокам при наличии в сварной трубе двух швов).
Трубы, проходящие через перекрытия, стены, перегородки, и другие строительные конструкции, надо устанавливать в патроны (отрезки труб диаметром на 5—10 мм больше, чем диаметр трубопровода), выступающие за пределы строительных конструкций на 50—100 мм в каждую сторону. Участок трубопровода, заключенный в патроне, не должен иметь сварных стыков. Установка патронов облегчает смену труб при ремонте и обеспечивает их свободное линейное температурное удлинение без разрушения конструкций. Зазоры между трубопроводом и патроном с обоих концов должны быть заполнены негорючим материалом (асбестом), допускающим перемещение труб. В перегородках между огнеопасными цехами необходимо обеспечивать герметичность в патронах; с этой целью в таких местах устраивают сальниковые соединения.
Трубопроводы, как правило, необходимо укладывать в местах, доступных для осмотра, ремонта и обслуживания. Особенно важно выполнять это требование при прокладке трубопроводов, транспортирующих легкозастывающие продукты и химически активные среды. Прокладываемые по стенам трубопроводы не должны пересекать оконные и дверные проемы. Прокладка трубопроводов над электродвигателями, электрическими щитами и в непосредственной близости от них не допускается.
Все трубопроводы в огне- и взрывоопасных цехах необходимо надежно заземлять для отвода статического электричества, возникающего при трении транспортируемой среды о стенки труб. На фланцевых соединениях в этом случае зачищают 1—2 болта или устанавливают медные перемычки. Концы скоб делают с отверстиями и прижимают болтами фланцевого соединения. Поверхность в местах соприкосновения скобы с фланцем зачищают до металлического блеска.
Параллельно прокладываемые трубопроводы при расстоянии между ними менее 300 мм надежно соединяют перемычками. Затем трубопроводы присоединяют полосами — проводниками к заземляющему контуру цеха, прокладываемому вокруг здания в земле.
Трубопроводы внутри зданий (насосных, компрессорных) для ускорения работ иногда монтируют до укладки перекрытия здания готовыми крупными блоками. Для подъема укрупненных блоков применяют различные тали, полиспасты, ручные рычажные лебедки, а также грузоподъемные механизмы, используемые при монтаже основного технологического оборудования. Стропят узлы и блоки трубопроводов таким образом, чтобы исключить лишние развороты или перестроповку для их установки в проектное положение.
При распределении работ для ориентировочных расчетов принимается, что каждый рабочий-трубопроводчик может смонтировать до 7—10 м узлов трубопроводов в день при среднем диаметре 150 мм. Трубопроводы диаметром менее 50 мм в основном изготовляют и собирают на месте монтажа. В трубозаготовительных цехах для этих трубопроводов изготовляют только часть наиболее сложных деталей и узлов.
В отдельных случаях при несвоевременном поступлении оборудования с помощью макета определяют линии и участки трубопроводов, которые можно укладывать, не дожидаясь монтажа этого оборудования.
1. Как прокладывают трубопроводы через перекрытия, стены, перегородки и другие строительные конструкции?
2. Как собирают и сваривают монтажные стыки трубопроводов?
3. Какие минимальные расстояния допускаются между осями прокладываемых труб?
4. Расскажите о правилах заземления трубопроводов для отвода статического электричества.
Все материалы раздела «Монтаж трубопроводов» :
● Такелажная оснастка и грузоподъемные механизмы
● Производство такелажных работ
● Монтажный инструмент, применяемый при изготовлении и монтаже трубопроводов
● Технология монтажа стальных трубопроводов
● Разбивка трассы трубопровода
● Установка опор, подвесок и опорных конструкций
● Укрупнительная сборка узлов трубопроводов, монтаж компенсаторов
● Установка арматуры, дренажей, воздушников и приборов контроля
● Врезка трубопроводов в действующие трубопроводы, промывка и продувка трубопровода
● Гидравлическое испытание трубопровода
● Пневматическое испытание трубопровода
● Сдача и приемка трубопроводов в эксплуатацию, организация труда
● Правила техники безопасности при монтаже трубопроводов
● Монтаж внутрицеховых трубопроводов
● Монтаж межцеховых трубопроводов
● Монтаж трубопроводов высокого давления
● Монтаж трубопроводов из легированных сталей, а также с внутренним покрытием
● Монтаж трубопроводов из цветных металлов и чугуна
● Монтаж неметаллических трубопроводов