
Испытание и маркировка узлов
Собранные и сваренные узлы и элементы подвергают в цехе гидравлическому испытанию на прочность и плотность, на пробное и рабочее давление.
Успешное проведение гидравлических испытаний узлов и элементов в большой степени зависит от конструкции приспособлений для герметизации испытываемых узлов и элементов, которые должны быть удобными, в работе и обеспечивать быструю установку и снятие.
Одним из таких приспособлений являются инвентарные заглушки (рис. 106). Для испытаний труб и узлов с условным проходом от 80 до 700 мм на давление до 25 кгс/см2используют инвентарную ' заглушку с круглым резиновым кольцом (рис. 106, а). Заглушка состоит из двух дисков 1 и 3, обработанных на конус и соединенных между собой стяжными винтами 4 с гайками. Между дисками установлена резиновая уплотняющая манжета 2, наружный диаметр которой равен внутреннему диаметру трубы или на 0,5—1 мм меньше. При завинчивании гаек диски подтягиваются друг к другу и своими конусами разжимают резиновую манжету, которая плотно прилегает к стенке трубы, обеспечивая полную герметичность. Воду нагнетают через штуцер 5 заглушки. Для безопасности работы при испытании на давление до 25 кгс/см2и предохранения от выдавливания заглушек из труб устанавливают три-четыре упорные струбцины 6 (в зависимости от диаметра трубы).
Для испытания труб и узлов трубопроводов с условным проходом от 100 до 1000 мм на давление до 25 кгс/см2применяют инвентарные заглушки с плоским и конусным кольцом (рис. 106, б, в). Их отличительной особенностью является наличие разрезной цанги 7. Она упирается в стенки трубы и предотвращает выдавливание заглушки под действием внутреннего давления жидкости. При завертывании стяжного винта конусный диск разжимает разрезную цангу, которая своей насечкой врезается в трубу и надежно удерживает заглушку во время испытания.
При проведении испытаний из узла необходимо вытеснить воздух; для этого в верхней точке устанавливают воздушник — один из фланцев, на который закреплен глухой фланец со штуцером и вентилем диаметром 13—19 мм. Узел заполняют водой до появления ее из вентиля воздушника; после чего воздушник закрывают, и к системе подключают гидравлический пресс для создания пробного давления.
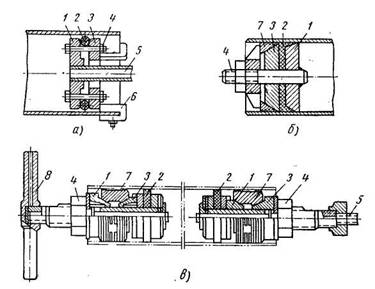
Рис. 106. Инвентарные заглушки для испытания труб:
а — с круглым резиновым кольцом, б — с конусным резиновым кольцом, в —с плоским резиновым кольцом; 1, 3 — конусные диски, 2 — манжета, 4 — стяжной винт с гайкой, 5 — штуцер, 6 — струбцина,
7 — разрезная цанга, 8 — ручка
Узлы трубопроводов испытывают и воздухом. Для этого все соединения промазывают мыльным раствором или испытываемый узел погружают в ванну с водой.
Изготовленные и испытанные узлы маркируют в соответствии с указанием в проекте. Маркировку наносят цветной краской на расстоянии 200—300 мм от концов узла. Знаки и шифр маркировки должны быть ясными и легко читаемыми. Высота знаков должна составлять не менее 10 мм. По отдельным знакам маркировки определяют объект и местонахождение узла в объекте. Кроме указанной маркировки на один конец узла краской наносят кольцевую полоску; по которой определяют корпус (цех) данного объекта. Цвет полоски указан в рабочем чертеже. Узел № 3 линии № 17 блока III установки А—12/1, например, имеет маркировку:

При транспортировании узлов на место монтажа нужно следить за тем, чтобы не повреждалась их маркировка. Поврежденную маркировку необходимо восстанавливать.
1. В каком порядке проводят гидравлическое испытание узлов трубопроводов?
2. Какое оборудование применяют при гидравлическом испытании?
3. Какие приспособления используют для гидравлического испытания? Дайте их характеристику.
4. Как маркируют готовые узлы трубопроводов?
Все материалы раздела «Изготовление трубопроводов» :
● Технология централизованного изготовления
● Сборка элементов и узлов трубопроводов
● Испытание и маркировка узлов
● Организация труда при изготовлении узлов, основные правила техники безопасности
● Изготовление сварных труб и секционных отводов
● Изготовление сварных тройниковых соединений и П-обраных компенсаторов
● Сборка и сварка прямолинейных секций
● Антикоррозийная изоляция секций трубопроводов
● Состав проектной документации трубопроводов
● Монтажно-технологическая схема и монтажный чертеж трубопроводов
● Деталировочные чертежи трубопроводов
● Нормы и правила сооружения трубопроводов