
Обработка труб из пластмасс и стекла
Винипластовые и полиэтиленовые трубы легко поддаются различным видам механической обработки на металлорежущих и деревообрабатывающих станках. В связи о низкой теплопроводностью полиэтилена и винипласта для предотвращения оплавления и деформации трубы механическую обработку следует производить с охлаждением сжатым воздухом места реза. При этом используемый инструмент должен быть хорошо заточен, а процесс резания производиться при небольших подачах и с достаточно высокой скоростью. Труба должна быть жестко закреплена в патроне стакана или в специальном приспособлении во избежание ударов и вибрации при обработке. Резать трубы диаметром до 150 мм рекомендуется на станках с дисковой пилой (рис. 60). Станок УСТС-2 имеет сварной корпус, на столе 1 которого укреплен угломер 2 с упором, позволяющий устанавливать разрезаемую трубу под любым углом. Стол станка перемещается в продольном направлении. Резка осуществляется с помощью дисковой пилы 3, приводимой во вращение от электродвигателя 4. С боковой стороны корпуса расположено приспособление 5 для торцевания труб после резки. Трубы с условным проходом до 150 мм разрезаются диском диаметром 250—300 мм, толщиной 1,5 мм при шаге зубьев 3—4 мм. При резке труб с условным проходом свыше 150 мм применяют переносные приспособления типа УРТ-1 (рис. 61), которые устанавливают на трубы с помощью разъемного кольца. Пила имеет привод от электро- или пневмосверлилки и при резке проворачивается вокруг трубы на 360°. Резка осуществляется вращающейся дисковой пилой 3.

Рис. 60. Станок УСТС-2 для резки пластмассовых труб:
1 — стол. 2 — угломер с упором, 3 — дисковая пила, 4 — электродвигатель, 5 — приспособление для торцевания труб
Рис. 61. Переносное приспособление УРТ-1 для резки пластмассовых труб:
1 — разъемное кольцо, 2 — подвод пневмосверлилки, 3 — дисковая пила
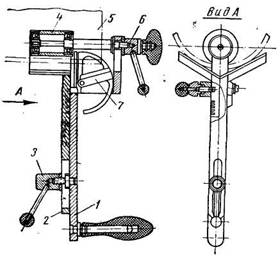
Рис. 62. Приспособление для обработки торцов пластмассовых труб:
1 — рычаг с рукояткой, 2 — призма, 3 — зажимное устройство, 4— ролик, 5 — обрабатываемая труба,
6 — фиксатор, 7 — резец с поворотным сектором

Рис. 63. Камера для нагрева полиэтиленовых или винипластовых труб
Кроме того, для резки труб можно применять ленточные пилы, механические и ручные ножовки, мелкозубые плотницкие пилы.
Для снятия фасок и обработки торца труб с условным проходом от 150 до 300 мм используют ручное приспособление, показанное на рис. 62. Приспособление устанавливают у торца трубы 5 с помощью призмы 2 и ролика-4. При вращении приспособления вокруг неподвижной трубы ее торец обрабатывается резцом 7. Данное приспособление легко переналаживается с одного размера трубы на другой. Фаски на трубах меньшего диаметра снимают конусной фрезой или напильником.
Отверстия в пластмассовых трубах сверлят на сверлильных станках. Для получения отверстия диаметром до 50 мм рекомендуется применять обычные или перовые сверла. Чтобы получить отверстия больших диаметров, применяют специальные трубные сверла или двухрезцовые головки.
Гнутье труб выполняют в горячем состоянии с температурой нагрева до размягчения 120—130° С. Трубы нагреваются газовыми горелками или воздушными подогревателями в масляных или глицериновых ваннах или в специальных паровых и электрических нагревательных установках. Для местного нагрева труб диаметром до 150 мм могут быть использованы специальные малогабаритные камеры (рис. 63). Нагрев осуществляется от сжигания природного газа, подаваемого в специальную горелку, имеющую вид спирального змеевика. Внутри камеры расположена графитовая труба, которая нагревается от змеевика. Нагреваемую трубу устанавливают внутри камеры на регулируемых опорах.
При гнутье труб в горячем состоянии с помощью деревянных шаблонов в качестве наполнителя применяют резиновый жгут, гибкий металлический шланг или резиновый шланг, набитый песком. Продолжительность нагрева труб зависит от толщины стенки трубы.
Время нагрева (в минутах) примерно равно удвоенной толщине стенки (в миллиметрах). Наименьший радиус изгиба — 3,5—4 DН. Ввиду большой упругости полиэтилена трубу при гнутье следует перегнуть на 20—25° больше заданного угла.
Для образования буртов на патрубках применяют приспособление, изображенное на рис. 64. Трубу устанавливают в зажим 1 и ее конец нагревают газовой горелкой 3 до требуемой температуры: для полиэтилена низкой плотности до 130—150° С, высокой плотности — до 160—180°С, а для винипласта — до 130—150°С.
После нагрева направляющая гильза 4 с помощью винта и рукоятки 5 прижимается к концу трубы и происходит отбортовка.
Удельное давление при отбортовке составляет 6—9 кгс/см2 площади поперечного сечения стенок трубы.
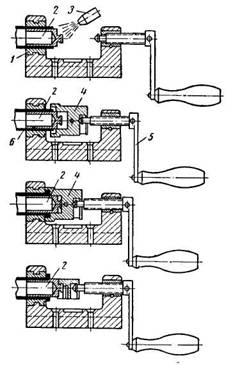
Рис. 64. Приспособление для отбортовки труб диаметром до 150 мм: 1 — зажим, 2 — вставная оправка, 3 — нагревательная горелка; 4— наружная направляющая гильза, 5 — рукоятка, 6 — исходная труба
Чтобы облегчить процесс нагрева, последующее формование и токарную обработку, в особенности труб диаметром свыше 150 мм, отбортовку следует производить на патрубках длиной 150—250 мм (в зависимости от их диаметра), используя приспособление, показанное на рис. 65. Нагретый конец патрубка 1 помещают на оправку 2 и прижимают торцом к ее основанию, при этом имеющаяся в оправке проточка заполняется размягченной пластмассой. Для калибровки полученной отбортовки на трубу надевают обжимную втулку 3.
После формования отделывают патрубок с буртом: на токарном станке торцуют плоскости, примыкающие к свободному фланцу и к прокладке. При этом снимают неровности, образовавшиеся вследствие усадки пластмассы при формовании.
Формование концов труб, используемых в раструбных соединениях, также производится с предварительным нагревом. Конец трубы расширяют с помощью оправки. Наружный диаметр оправки должен быть равен наружному диаметру соединяемых труб.
При использовании раструбных соединений концы трубы необходимо калибровать, чтобы получить требуемые размеры по наружному диаметру трубы и внутреннему диаметру раструба. Тонкостенные трубы калибруют в холодном состоянии, а толстостенные в нагретом. Для калибровки применяют оправки и гильзы.
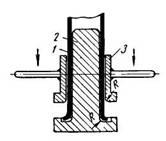
Рис. 65. Приспособление для отбортовки пластмассовых труб диаметром свыше 150 мм:
1 — патрубок, 2 — оправка, 3 — обжимная втулка
Фаолитовые трубы хорошо поддаются механической обработке. Их можно разрезать на дисковых пилах, токарных (трубоотрезных) станках или ножовкой. При обработке на токарных станках следует применять резцы с пластинками из твердого сплава ВК-8.
Стеклянные трубы разрезают с помощью стеклореза или путем электронагрева места перереза и последующего быстрого охлаждения.
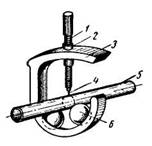
Рис. 66. Труборез для стеклянных труб:
1 — винт, 2 — гайка, 3 — скоба, 4 — алмазный стеклорез, 5 — труба, 6 — поддерживающий шарик
Нихромовую проволоку диаметром 0,8—1,2 мм обертывают вокруг трубы в месте реза и нагревают до ярко-красного цвета через понижающий трансформатор с напряжением на выходных клеммах 12—30 в при силе тока 6—10 а. Время нагрева проволоки около 2 мин. Затем место нагрева охлаждают водой; получается кольцевая трещина, по которой труба раскалывается на две части.
В монтажных условиях для резки стеклянных труб применяют труборез (рис. 66). Трубу 5 укладывают на поддерживающие шарики 6, установленные в скобе 3. В верхней части скобы имеется винт 1 с гайкой 2; в конце винта закреплен алмазный стеклорез 4. При резке стеклорез винтом подводят к поверхности трубы и, вращая трубу, наносят кольцевую риску. Затем трубу переламывают.
Стеклянные трубы можно резать также стальными дисками диаметром 200—300 мм и толщиной 1,5—2 мм или карборундовыми кругами. Скорость вращения дисков 1000—1500 об/мин. После резки труб, особенно электронагревом или труборезом, обрабатывают их торцы: снимают острые края, выступы, вырывы. Обработку (шлифование) торцов осуществляют карборундовым кругом.
Отверстия в стеклянных трубах сверлят с помощью сверл из быстрорежущей стали или с твердосплавными пластинками. При сверлении сверлами из быстрорежущей стали применяют абразивный порошок, а при сверлении сверлами с твердосплавными пластинками для смазки используют керосин.
В условиях трубозаготовительных мастерских гнутье стеклянных труб не выполняют. Готовые гнутые отводы поставляют стекольные заводы.
1. Как производят резку, гнутье и отбортовку труб из полиэтилена и винипласта?
2. Как обрабатывают фаолитовые и стеклянные трубы?
Все материалы раздела «Обработка труб» :
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб