
Сварка элементов и узлов
Технологией централизованного изготовления трубопроводов в условиях трубозаготовительных цехов и мастерских предусматривается сварка элементов и узлов.
Элементы трубопроводов имеют параллельные плоскости сварных стыков, что позволяет осуществлять их автоматическую сварку в поворотном положении. Для этой цели используют специальное сварочное оборудование, станки, манипуляторы и вращатели.
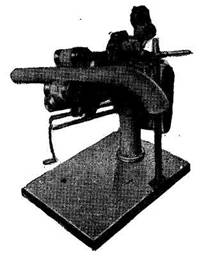
Рис. 103. Фрикционный манипулятор конструкции Н. М. Кудрявцева
Конструкция трубопроводных узлов (плоских и пространственных) вследствие значительных габаритных размеров и различного положения сварных стыков в пространстве не позволяет применять поворотную сварку. В большинстве случаев узлы сваривают вручную в неповоротном положении. Рассмотрим оборудование, аналогичное оборудованию для автосервиса и шиномонтажа, для вращения свариваемых элементов. На рис. 103 показан фрикционный манипулятор конструкции Н. М. Кудрявцева, предназначенный для вращения труб и элементов трубопроводов с условным проходом от 50 до 500 мм при автоматической или полуавтоматической сварке. Положение оси трубы или элемента, вращаемого манипулятором, может быть изменено в любом направлении: горизонтальном, вертикальном и наклонном, что дает возможность сваривать элементы различной конфигурации в нижнем положении.
Наиболее целесообразно применение манипулятора в сочетании со сварочным автоматом с качающейся головкой ТСГ-6 или ТСГ-7. Сварочный автомат устанавливают рядом с манипулятором на специальной подставке. Манипулятор используется в основном при автоматической сварке кольцевых швов: при сварке труб, сварке элементов типа труба-отвод, труба-фланец, труба-фланец-отвод.
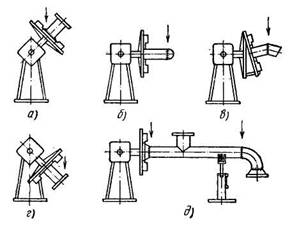
Рис. 104. Положения планшайбы манипулятора при сварке элементов и узлов трубопроводов:
а, г — приварка фланцев, б — приварка заглушки, в — сварка секционных отводов,
д — приварка фланца и отвода
Манипулятор состоит из механизмов вращения, подъема, прижима, поворота и опорного корпуса. Механизм вращения ведущих роликов имеет привод от электродвигателя через многоступенчатую клиноременную передачу и червячный редуктор. Скорость вращения регулируется за счет многоступенчатой клиноременной передачи. Свариваемое изделие зажимается между двумя ведущими и одним прижимным роликом от рукоятки. В модернизированных конструкциях манипулятора труба прижимается от пневмоцилиндра. Прижимный механизм имеет пружинное устройство, компенсирующее возможные колебания наружного диаметра при овальности труб. Рабочий орган манипулятора поднимают и опускают вручную с помощью рукоятки.
Для вращения труб и элементов трубопроводов также широко применяют торцовые сварочные манипуляторы. Свариваемые изделия закрепляют с помощью трехкулачковых патронов или зажимами на планшайбе (рис. 104).
Сварку выполняют с помощью автоматов или полуавтоматов.
В трубозаготовительных цехах для вращения труб и элементов используют также манипуляторы Т-25, предназначенные для сварки кольцевых швов труб и элементов с условным проходом до 1000 мм, универсальные манипуляторы УСМ-500, УСМ-1000, торцовый вращатель ГСТМ-12, а также многочисленные конструкции роликовых вращателей.
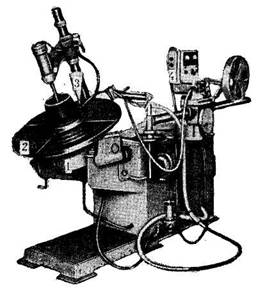
Рис. 105. Установка АДК-500-6: 1 — манипулятор, 2 — вращающийся стол, 3 — сварочная головка, 4—аппаратура управления
Для сварки труб и элементов трубопроводов, особенно приварки фланцев к патрубкам, могут быть рекомендованы установки трех типов: АДК-500-3 для труб с условным проходом 75—300 мм, АДК-500-6 (рис. 105) для труб с условным проходом 150—600 мм и АДК-500-5 для труб с условным проходом 300-— 1200 мм.
В состав установки входит манипулятор с вращающимся столом 2, сварочная головка 3 и аппаратура управления 4. Стол может наклоняться под углом до 90° и вращаться. Вращение стола осуществляется трехфазным асинхронным двигателем через редуктор и коробку скоростей с несколькими ступенями регулирования. Установка АДК-500-3 укомплектована сменными головками для сварки под флюсом и в защитных газах. Сменная головка имеет водяное охлаждение.
1. В чем заключается особенность сварки элементов трубопроводов?
2. Какое оборудование применяют для вращения труб при автоматической и полуавтоматической сварке элементов трубопроводов?
Все материалы раздела «Изготовление трубопроводов» :
● Технология централизованного изготовления
● Сборка элементов и узлов трубопроводов
● Испытание и маркировка узлов
● Организация труда при изготовлении узлов, основные правила техники безопасности
● Изготовление сварных труб и секционных отводов
● Изготовление сварных тройниковых соединений и П-обраных компенсаторов
● Сборка и сварка прямолинейных секций
● Антикоррозийная изоляция секций трубопроводов
● Состав проектной документации трубопроводов
● Монтажно-технологическая схема и монтажный чертеж трубопроводов
● Деталировочные чертежи трубопроводов
● Нормы и правила сооружения трубопроводов