
Резка труб
Резку труб при изготовлении и монтаже трубопроводов осуществляют газопламенным или механическим способом.
Газопламенный способ резки является наиболее распространенным и широко применяется для резки труб из углеродистой стали больших диаметров, для фасонной резки при изготовлении деталей и соединений трубопроводов, а также при подгонке их в монтажных условиях. Применение газопламенной резки для труб из легированной стали ограничено.
Газопламенную резку труб выполняют вручную с помощью приспособлений и на специальных станках. Ручную резку осуществляют по разметке ручными ацетилено-кислородными, бензино- и керосино- кислородными резаками. Это весьма трудоемкий процесс, требующий высокой квалификации резчика. При ручной резке кромки труб и деталей получаются неровными, форма и углы фасок под сварку неправильными, в результате чего соединяемые трубы и детали плохо сопрягаются. После ручной резки требуется доводка кромки до требуемой формы и размеров. Доводку производят пневматическими зубилами, шлифовальными машинками и опиловкой напильником.
Более рациональна и эффективна машинная газопламенная резка с помощью специальных полуавтоматических приспособлений или станков. Особенностью таких приспособлений является простота конструкций, обслуживания и небольшой вес, вследствие чего они могут быть применены не только в стационарных, но и в монтажных условиях.
Для резки труб под прямым углом со снятием фаски под сварку используют труборезы ГРВ-2 и «Спутник».
Труборез ГРВ-2 (рис. 39) предназначен для резки труб диаметром от 108 до 450 мм с толщиной стенки до 38 мм. Труборез закрепляют непосредственно на трубе с помощью цепи. Четырехколесная каретка перемещает укрепленный на ней резак вокруг обрабатываемой трубы с помощью червячной передачи, вращаемой вручную за рукоятку. Цепь состоит из двух ветвей, соединенных между собой распорками. Натяжение или ослабление цепи осуществляется эксцентриковым устройством.
Машина «Спутник» предназначена для резки труб диаметром от 194 до 1100 мм. Конструкция ее аналогична конструкции трубореза ГРВ-2, но вместо ручного привода она имеет электрический, что облегчает работу и повышает производительность труда.
На трубозаготовительных базах и заводах для газопламенной резки труб применяют преимущественно стационарные станки. На рис. 40 показан станок для газопламенной резки труб с условным проходом от 89 до 529 мм на патрубки длиной от 150 до 4000 мм под прямым углом с одновременным снятием фаски под сварку.
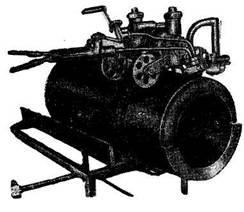
Рис. 39. Переносный труборез ГРВ-2
Станок работает следующим образом. К ведущим роликам 1 фрикционного вращателя 2 разрезаемая труба прижимается верхним роликом 4 с помощью пневмоцилиндра, что обеспечивает зажим труб разного диаметра без переналадки станка. Подвод и отвод резака 3 к трубе автоматический, так как его подвеска выполнена на одном рычаге с верхним прижимным роликом. Все основные и вспомогательные операции механизированы, в результате чего повышается производительность труда. Управляет станком рабочий-газорезчик с общего пульта.
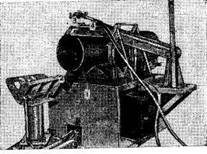
Рис. 40. Станок для газопламенной резки труб на патрубки:
1 — ведущий ролик, 2 — фрикционный вращатель, 3 — резак, 4 — прижимной ролик
При значительном объеме фасонной резки труб диаметром от 108 до 529 мм целесообразно применять станок конструкции Н. М. Кудрявцева (рис. 41, а). На станке можно резать трубы под прямым углом, секторы сварных отводов, вырезать концы штуцеров под ответвления и отверстия в трубах для проходных и переходных тройниковых соединений без предварительной разметки и последующей механической обработки (рис. 41,6). Станок имеет станину 2, в которой размещен привод кулисы и механизм вращения трубы; узел правой стороны 3 для фасонной резки всех типов соединений труб (кроме вырезки отверстий для переходных ответвлений) и узел левой стороны для вырезки отверстий под переходные ответвления 1. Труба 6 находится на поддерживающей тележке 7 и при резке вращается, а резак 5 совершает возвратно-поступательное движение. При вырезке отверстий в трубах под ответвления труба неподвижна, а резак вращается вокруг вертикальной оси. Привод станка осуществляется от электродвигателя через конусный вариатор, червячный редуктор и пару цилиндрических шестерен. Труба зажимается в патроне 8 самоцентрирующимися кулачками с приводом от механизма вращения станка. Пульт управления станком расположен на передвижной штанге.
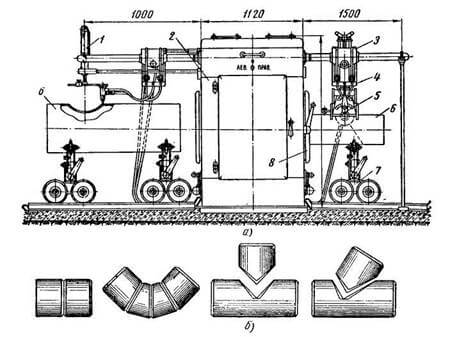
Рис. 41. Общий вид станка для фасонной резки труб (а) и виды фасонных резов труб (б):
1 — механизм вырезки отверстий, 2— станина, 3 — механизм фасонной резки, 4 — пульт управления, 5 — резак, 6 — обрабатываемая труба, 7 — тележка, 8 — патрон, 9 — привод
Для вырезки отверстий под штуцера с условным проходом от 50 до 400 мм в трубах с условным проходом от 150 до 500 мм без предварительной разметки разработана переносная головка ПГР-2 (рис. 42).
Станина головки представляет собой призму, которая устанавливается на поверхности вырезаемой трубы и закрепляется с помощью цепи. На стойке станины имеется реечный механизм установки головки в нужное положение для разных диаметров, труб. При вращении рукоятки редуктор головки сообщает резаку вращательное движение с помощью дифференциала и возвратно-поступательное движение в вертикальном направлении. С помощью кривошипного механизма. Кривошипный механизм автоматически обеспечивает требуемый зазор между резаком и поверхностью вырезаемого в трубе отверстия. Газораспределитель установлен на корпусе редуктора и имеет систему вентилей для регулирования подачи газа и кислорода к резаку. Головка имеет ручной привод, ее обслуживает рабочий-газорезчик. Все основные узлы головки выполнены из алюминиевого сплава, поэтому она легкая (ее вес 10 кг), и ее можно использовать в монтажных и стационарных условиях.
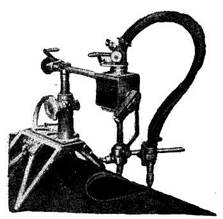
Рис. 42. Переносное приспособление для вырезки отверстий под штуцера с DУот 50 до 400 мм в трубах DУ от 150 до 500 мм
Для механической резки труб на трубозаготовительных базах и заводах применяют отрезные, трубоотрезные станки, токарно-винторезные станки, выпускаемые серийно.
При механической резке получается ровный и чистый рез, и дополнительная обработка концов труб под сварку не требуется, снятие фасок на кромках под сварку осуществляется одновременно с резкой трубы.
Трубоотрезные станки обеспечивают резку труб с условным проходом от 10 до 400 мм. Эти станки выпускают четырех моделей: 9А151С5, 9152, 9Д153С1 и 9Д157. На этих станках стальные трубы разрезаются двумя отрезными резцами и с наружной поверхности снимаются фаски, а с внутренней заусенцы. Станки оснащены автоматическим упором. При отрезке труб большой длины возможна работа без упора.
На трубозаготовительных базах применяются также трубонарезные станки 9Н14 и 1983М. Данные станки предназначены для резки и обтачивания концов труб диаметром соответственно 30—190 мм и 70—290 мм и нарезания на них резьбы.
Для резки водогазопроводных и бесшовных труб диаметром от 10 до 76 мм гладким диском в условиях трубозаготовительных баз и заводов применяют трубоотрезной механизм ВМС-35 (рис. 43).
Опорой для трубы служат два вращающихся ролика 1, расположенных параллельно. При резке длинных труб устанавливается выносной роликовый штатив. При резке труба получает вращение непосредственно от режущего диска 2. После резки торцы труб не требуют снятия фаски под сварку, так как гладкий диск имеет конусную заточку и обеспечивает небольшой угол скоса кромок.
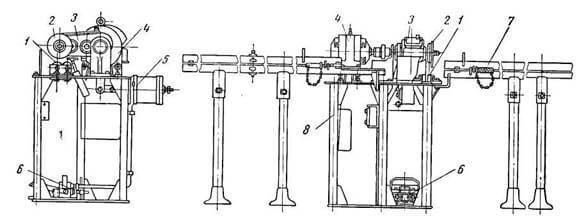
Рис. 43. Трубоотрезной механизм ВМС-35:
1 — опорные ролики, 2 —режущий диск, 3 — качающийся цилиндрический редуктор,
4 — электродвигатель, 5 — пневмоцилиндр, 6 — педаль управления, 7 — защитный кожух для трубы,
8 — станина
Станок ПДМ-75 (рис. 44) предназначен для резки труб диаметром от 18 до 76 мм абразивным диском. Он состоит из качающейся рамы 3, на которой укреплен абразивный диск 1 диаметром 200 или 300 мм, защищенный кожухом. Абразивный диск приводится во вращение от электродвигателя 7 через клиноременную передачу шпинделя 5. Качающаяся рама с абразивным диском и приводом шарнирно связана со стойкой стола 2, на котором трубным зажимом 6 закрепляется отрезаемая труба. При резке, нажимая на рукоятку 4 качающейся рамы, осуществляют поперечную подачу режущего диска.
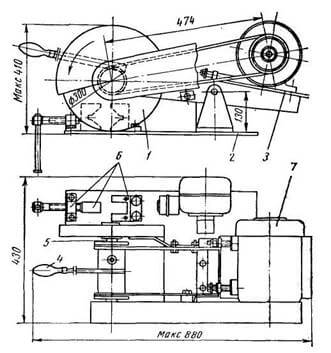
Рис. 44. Станок ПДМ-75:
1 — абразивный диск, 2 — стол, 3 — качающаяся рама. 4 — рукоятка, 5 — шпиндель, 6 —трубный зажим, 7 — электродвигатель
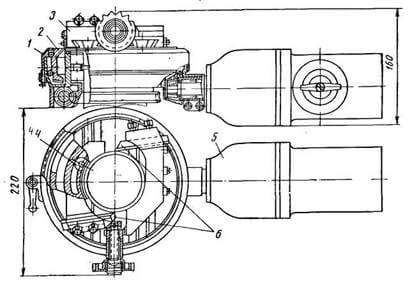
Рис. 45. Переносной труборез типа ПТА:
1 — корпус, 2 — планшайба, 3 — суппорт с резцами, 4 — механизм крепления на трубе, 5 — привод, 6 — резцы
Для механической резки труб в монтажных условиях, в особенности для резки труб из легированной стали, широко применяют переносные труборезы. Как правило, они имеют небольшие габариты, что позволяет применять их на монтаже в стесненных условиях. Несмотря на многообразие их конструкций, все труборезы в основном состоят из следующих узлов: корпуса, планшайбы, суппортов с резцами и механизмов для крепления станка на трубе, передачи вращения на планшайбу и управления суппортами (механизма подачи). Привод осуществляется от электро- или пневмосверлилки, а в некоторых случаях —от электродвигателя. С помощью труборезов можно разрезать трубы под прямым углом, снимать фаски под сварку, а также вырезать дефектные стыки на трубопроводах.
Труборезы переносные неразъемной конструкции (рис. 45) ПТА-42-32, ПТА-60-51, ПТА-83-76 и ПТА-108-89 (цифры указывают предельные диаметры перерезаемых труб) надеваются на трубу с обрезаемого конца.
Для перерезки труб диаметром от 133 до 299 мм и 550 мм применяют переносные труборезные станки 2Т-194, 2Т-299, Т-299 (рис. 46), Т-550.
Помимо отрезки труб и снятия фасок на этих станках можно обтачивать наружную и внутреннюю поверхности трубы на длину до 50 мм. Станки типа Т имеют разъемную конструкцию, что позволяет устанавливать их в любом месте трубы, типа 2Т — неразъемную; их устанавливают на трубу с торца.
Кроме вышеприведенных трубоотрезных станков и приспособлений в практике трубозаготовительных баз и заводов широко применяются различные конструкции труборезов, изготовленные новаторами производства. В перспективе большое применение найдет механизированный (электрический и пневматический) инструмент для резки труб абразивами в виде эластичных дисков. Резка таким инструментом дает очень точный и чистый рез.
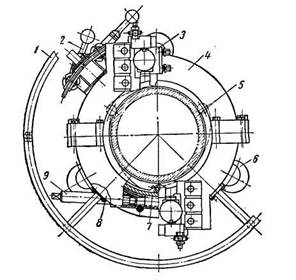
Рис. 46. Переносной труборез Т-299:
1 — ограждение, 2 — механизм управления суппортом, 3 — суппорт с, резцом, 4— планшайба 5 — механизм зажима станка на трубе, 7 —сепаратор, 8— корпус, 9 — червяк
1. Укажите основные преимущества и недостатки газопламенной и механической резки труб.
2. Какие приспособления и станки применяют для газопламенной резки труб, в чем их преимущества и недостатки?
3. Какие приспособления и станки используют для механической резки труб?
Все материалы раздела «Обработка труб» :
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб