
Подготовка и ревизия арматуры
При получении арматуры от заводов-поставщиков проверяют наличие всей заводской технической документации и маркировки. Вею принимаемую для монтажа арматуру подвергают наружному техническому осмотру. Проверяют также сохранность заводской упаковки (особенно наличие заглушек на концах арматуры) и комплектность поставки. Арматуру, не имеющую паспортов, принимают в монтаж только для трубопроводов IV и V категории при условии ее предварительной ревизии (проверки) и испытания. Требования об обязательной ревизии и испытании арматуры указаны в СНиП 1П-Г. 9—62.
Арматуру трубопроводов I категории независимо от наличия паспорта и срока ее хранения, а также всю арматуру, выдаваемую для монтажа после истечения гарантийного срока, необходимо подвергать гидравлическому испытанию на прочность и плотность. Перед испытанием эту арматуру ревизуют.
Арматуру трубопроводов всех других категорий, устанавливаемую на трубопроводы до истечения гарантийного срока ее хранения, ревизии и испытанию не подвергают. Обязательной ревизии и испытанию подлежит арматура:
предназначенная для установки на кислородопроводы, если нет документа о произведенном обезжиривании. Гидравлическое испытание такой арматуры производят только на плотность;
чугунная с условным проходом до 300 мм, а также арматура из винипласта, полиэтилена, фаолита и других неметаллических материалов, вне зависимости от наличия паспорта и срока хранения. Арматуру из неметаллических материалов испытывают на прочность и плотность выборочно — 20% от каждой принимаемой партии.
Арматура, согласно требованиям ГОСТов, должна иметь фланцы с просверленными болтовыми отверстиями.
Ревизию арматуры перед монтажом производят в специальном отделении трубозаготовительного цеха или во временных мастерских на монтажной площадке. В объем работ входят следующие операции: разборка арматуры (без снятия запорных органов со штоков), очистка, осмотр всех деталей и смазка ходовой части, сборка арматуры с установкой всех прокладок, набивкой сальника и проверкой движения ходовой части. Доводка уплотнительных поверхностей арматуры до норм герметичности в ревизию, как правило, не входит, но когда арматуру получают с неплотным запором, то уплотнительные поверхности шлифуют и притирают.
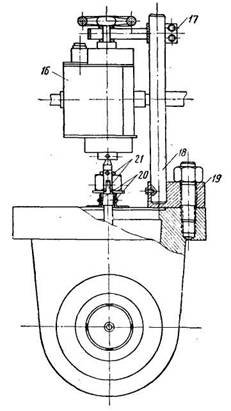
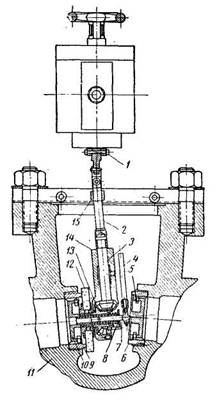
Рис. 67. Приспособление для шлифования уплотнительных поверхностей седла в корпусе задвижки:
1 — болт, 2 — валик, 3 — хвостовик шестерни, 4 — трещотка, 5 — винт, б — упорный диск, 7 — винт трещотки, 8 — пружина, 9 — седло, 10 — центрирующая втулка, 11 — корпус вентиля или задвижки,
12 — шлифовальный камень, 13 — шпиндель, 14— корпус редуктора, 15 — подшипник,
16 — шлифовальная машинка, 17 — кронштейн, 18 — стойка, 19 — прижим, 20 — траверсы,
21 — шарниры
Разбирают и собирают арматуру на специальных столах в удобном для работы положении. Перед разборкой следует наметить кернером или мелом положение каждой детали по отношению к другой, в частности, положение крышки по отношению к корпусу, крышки сальника к крышке корпуса, тарелки (клапана, золотника) к корпусу и удерживающей их траверсе.
Наиболее частыми повреждениями арматуры являются задиры, царапины, забоины, коррозионный и эрозионный износ на уплотнительных поверхностях седла и клапана, а также эрозионные разрушения места посадки седла в корпусе. Разрушения уплотнительных поверхностей седла и клапана могут быть от тысячных долей миллиметра до нескольких миллиметров. Дефекты небольшой глубины — не более 0,05 мм устраняют притиркой, а глубиной от 0,05 до 0,5 мм путем шлифования абразивным кругом с последующей притиркой. Дефекты глубиной более 0,5 мм устраняют путем предварительной разделки дефектного места и заплавки его с последующей механической обработкой.
Рис. 68. Приспособление для шлифования уплотнительных поверхностей седла в корпусе вентиля:
1 — пневмошлифовальная машинка, 2 — пружина, 3 — шарикоподшипник, 4 — втулка, 5 — шпиндель, 6 — шлифовальный камень, 7 — седло, 8 — корпус вентиля
На рис. 67 представлено приспособление для шлифования уплотнительной поверхности в корпусе задвижки. Приводом для таких приспособлений могут служить пневматические или электрические шлифовальные машинки 16. Приспособление имеет разгрузочную пружину 8, воспринимающую его вес. Это дает возможность легко регулировать усилие нажима при работе. На рис. 68 представлено приспособление для шлифования уплотнительных колец седла в корпусе вентиля. Приводом приспособления служит пневмошлифовальная машинка 1, в которой укреплен шпиндель 5 со шлифовальным камнем 6. При шлифовке направляющей для шпинделя является втулка 4.
Наиболее точная обработка и наилучшая чистота уплотнительных поверхностей арматуры достигается притиркой. Сущность притирки заключается в том, что с обрабатываемой поверхности срезается тончайший слой металла — не более 0,002 мм. Для притирки применяют специальный инструмент — притир, воспроизводящий форму обрабатываемой поверхности. Материал притира должен быть мягче материала притираемого изделия, чтобы зерна абразива, вдавливаясь в притир, могли снимать тончайшие стружки с поверхности. Притиры изготовляют из плотного мелкозернистого чугуна с твердостью по Бринеллю 140—200 единиц.
В процессе притирки происходит либо чисто механическое удаление частиц металла абразивным материалом (абразивные микропорошки типа М), либо механическое воздействие абразивов сочетается с химическим действием вещества, используемого в качестве смазки. К таким веществам относятся олеиновая и стеариновая кислоты,, которые входят в состав пасты ГОИ, применяемой в качестве притирочного материала. Пасту ГОИ разводят керосином или бензином. Нажим притира на притираемую поверхность не должен превышать 1,5 кгс/см2при грубой притирке, 1 кгс/см2— при средней и 0,5 кгс/см2— при тонкой. Для грубой притирки используют шлифовальные порошки и микропорошки М28 и М20 и пасты ГОИ темно-зеленого (почти черного) цвета, для средней — микропорошки М14 и М10 и пасты ГОИ зеленого цвета. Окончательную доводку выполняют с применением микропорошков М7 и М5 и пасты ГОИ светло-зеленого цвета.
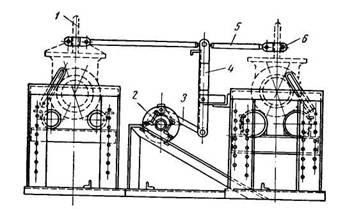
Рис. 69. Станок-стенд для групповой притирки задвижек:
1— шпиндель задвижек, 2—коленчатый вал, 3-—шатуны, 4 — коромысло, 5 — тяга, 6 — хомуты
Групповую притирку плашек задвижек выполняют на станках-стендах (рис. 69). Колебательное движение шпинделей 1 задвижек, необходимое для притирки, сообщается им от коленчатого вала 2 привода через шатуны 3, коромысло 4 и тяги 5 с хомутом 6. На станке можно притирать одновременно девять задвижек с условным проходом до 150 мм.
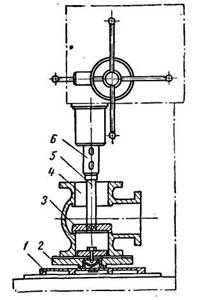
Рис. 70. Приспособление для притирки уплотнительной поверхности корпуса
задвижки на сверлильном станке:
1 — плита, 2 — установочный диск, 3 — притирочный диск, 4 — корпус задвижки, 5 — оправка, 6 — шпиндель станка
В настоящее время создан станок для одновременной притирки 3—4 задвижек диаметром до 400 мм. Конструкция его аналогична конструкции выше рассмотренного станка.
Конструкция приспособления к вертикально-сверлильному станку для притирки уплотнительных поверхностей в корпусах параллельных задвижек с условным проходом до 150 мм показана на рис. 70. Притирочный диск 3, имеющий диаметр на 10—20 мм больше диаметра уплотнительного кольца притираемой задвижки, крепится на оправке 5 в шпинделе 6 станка. Корпус задвижки 4 закрепляется на свободно вращающемся установочном диске 2, расположенном на опорной плите 1 станка эксцентрично к оси шпинделя, что вызывает вращение корпуса задвижки при вращении притира. На рис. 71 показано приспособление к вертикально-сверлильному станку для грубой и средней притирки уплотнительных поверхностей в корпусах арматуры. Приспособление состоит из вертикального валика 4 с приваренной кулисой 3, которая получает возвратно-вращательное движение от кривошипа 16, вставленного в шпиндель сверлильного станка. Кривошип 16 имеет палец 14, снабженный роликом 15, который входит в прорези кулисы. Валик 4 вращается во втулке 2 трубки 1, укрепленной с помощью хомутов 17 на пиноли 18 сверлильного станка. Нижним концом валик 4 входит в трубку 10, к которой крепится с помощью болта 6 сменная .головка 8 с чугунным кольцевым притиром 7. В головке имеются несколько отверстий для подачи растворенного микропорошка или пасты ГОИ. Головка 8 упирается в шаровую поверхность упора 9, находящегося внутри трубки 10. Валик 4 сцепляется с трубкой 10 с помощью зубчатой муфты, которая состоит из верхней половины 12 и нижней 11. При чрезмерном нажатии на притир муфта размыкается и притир остается на месте. Усилие, передаваемое муфте, регулируется гайками 13, нажимающими через пружину 5 на муфту, и устанавливается заранее в зависимости от требований процесса притирки. Когда пиноль поднимается рукояткой подачи сверлильного станка, муфта расцепляется и валик получает только возвратно-вращательное движение; при опускании пиноли зубцы полумуфты 11 не попадают на прежнее место и притир перемещается по окружности.
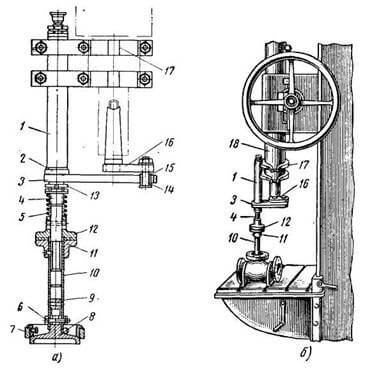
Рис. 71. Приспособление для притирки седла арматуры (а) и установка приспособления на станке (б):
1 — трубка, 2 — втулка, 3 — кулиса, 4 — валик, 5 — пружина, 6 — болт для крепления сменной головки, 7 — кольцевой притир, 8 — сменная головка для притира, 9 — упор, 10 — трубка, 11, 12 — нижняя и верхняя половины зубчатой муфты, 13— гайки натяжения пружины, 14 — палец, 15 — ролик. 16—кривошип, 17 — хомут, 18—пиноль сверлильного станка.
На рис. 72 показан станок для одновременной притирки нескольких фланцевых или муфтовых пробковых кранов или вентилей. Станок имеет раму 1, на которой установлен электродвигатель 2, соединенный с редуктором 3; редуктор передает вращение диску 4 с эксцентрично расположенным пальцем 5. На пальце шарнирно закреплен шатун 6, который соединен другим концом с зубчатой рейкой 7, сообщающей ей при вращении диска возвратно-поступательное движение. В постоянном зацеплении с рейкой находятся пять зубчатых колес 8, соединенных через штоки 9 и муфты 10 со шпинделями 11 кранов (вентилей) 12. При перемещении рейка поворачивает зубчатые колеса и сообщает связанным с ними шпинделям переменно-вращательное движение. Притираемые краны (или вентили) зажимаются в установленных на раме станка тисках. состоят из ходового винта со штурвалом 15 и двух подвижных губок 14. Между корпусами арматуры устанавливаются деревянные прокладки 13.
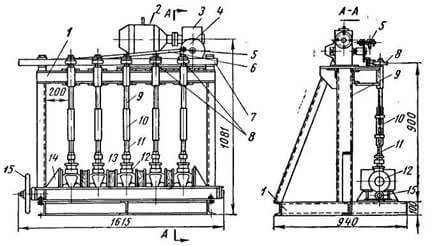
Рис. 72. Станок для групповой притирки пробковых кранов или вентилей:
1 — рама, 2— электродвигатель, 3— редуктор, 4— диск, 5 — палец, 6 — шатун, 7 — рейка,
8 — зубчатые колеса, 9 — штоки, 10 — муфты, 11— шпиндель кранов или вентилей,
12 — кран или вентиль, 13 — деревянная прокладка, 14 — подвижные губки,
15 — штурвал с ходовым винтом
Плоские уплотнительные поверхности запорных устройств арматуры (уплотнительные кольца, диски, плашки, клапаны) притирают на станке конструкции Н. М. Кудрявцева, показанном на рис. 73. Притирку выполняют на чугунном столе 4, приводимом во вращение от электродвигателя 2 через зубчатую передачу 3. Притираемая деталь прижимается к столу острием центра 8, передвигающегося на поворотном рычаге 6. Вращающийся стол станка защищен кожухом 5. Сила нажатия притираемой детали к диску регулируется перемещением груза 7. При вращении диска притираемую деталь перемещают по нему качанием рукоятки, чем достигается равномерный износ поверхности диска и высокое качество притирки плоскости детали. Корпус станка сварной.
Качество притирки проверяют по отпечатку краски или по рискам (штрихам).
После устранения всех дефектов, проверки технического состояния деталей и величины зазоров в сопрягаемых узлах арматуру собирают. Все допуски и зазоры, расстояния между центрами, величину хода клапана проверяют с помощью точных линеек, шаблонов и щупов. Порядок сборки — обратный порядку разборки; все детали собирают согласно сделанным при разборке отметкам.
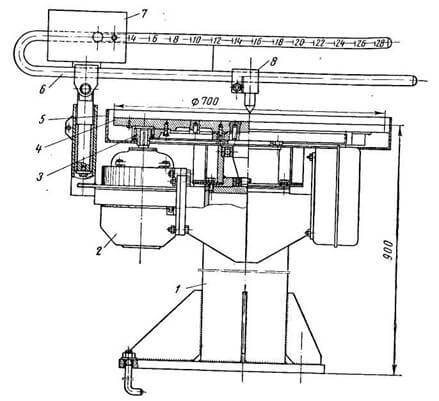
Рис. 73. Станок для притирки плашек и клиньев задвижек:
1 — корпус, 2 — электродвигатель, 3 — зубчатая передача, 4 — вращающийся стол, 5 — защитный кожух, 6 — поворотный рычаг, 7 — передвижной груз, 8 — передвижной центр
1. Какие основные требования предъявляются к приемке арматуры для монтажа?
2. Как производят разборку и ревизию арматуры?
3. Как притирают уплотнительные поверхности арматуры?
4. Какие приспособления и станки применяют для притирки арматуры? В чем их особенности, преимущества и недостатки?
Все материалы раздела «Обработка труб» :
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб