
Сборка элементов и узлов трубопроводов
Особенность технологии сборки заключается в том, что элементы и узлы трубопроводов имеют разнообразные конструкции и размеры. Чтобы получить размеры элементов и узлов указанной в чертеже точности, необходимо их сборку по разметке заменять сборкой с помощью специальных приспособлений.
Отклонение габаритных размеров элементов и узлов трубопроводов от проектных не должны превышать при размере до 3 м±5 мм, а на каждый последующий полный метр размера дополнительно ± 2 мм. Общее отклонение не должно превышать ± 15 мм.
В условиях трубозаготовительных цехов и мастерских элементы и узлы собирают на специальных стендах, оборудованных необходимыми приспособлениями и кондукторами для установки деталей, их закрепления и фиксации в заданном положении. Ввиду того, что собираемые детали и трубы имеют значительные допуски по размерам и форме, конструкции сборочных стендов и приспособлений снабжены регулирующими устройствами (съемными, переставными и винтовыми фиксаторами и зажимами), позволяющими собирать элементы со значительными отклонениями.
Сборочные стеды должны иметь такую высоту, чтобы сборщикам удобно было работать: длина и ширина их должны соответствовать максимальным размерам собираемых элементов и узлов. Конструкции сборочных стендов зависят от конфигурации элементов и узлов, диаметров труб, типа соединения (разъемные, неразъемные), материала. Сборочные стенды выполняют из профильного металлопроката в виде каркасов с верхним настилом из швеллеров, повернутых спинкой вверх, или в виде каркаса со сплошным настилом из листового металла. Приспособления к сборочным стендам могут быть универсальными или специальными. Различают призменные опоры для установки труб и деталей, угольники, закрепляемые на стенде, центрующие роликоопоры, роликовые каретки с жесткими и регулируемыми призмами, телескопические роликоопоры, позволяющие регулировать опору по высоте, приспособления для фиксации положения штуцеров под заданным углом, приспособления для сборки фланцев и др.
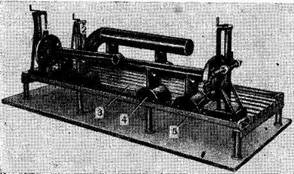
Рис. 95. Стенд для сборки элементов трубопроводов:
1 — приспособление для напасовки плоских фланцев, 2 — приспособление для припасовки отводов,
3 — стол, 4 — каретка с призмой, 5 — приспособление для припасовки фланцев приварных встык
На рис. 95 показан один из наиболее распространенных стендов для сборки элементов трубопроводов с условным проходом до 500 мм типа: труба-фланец, труба-отвод и фланец-труба-отвод. Стенд представляет собой сварной стол 3 с базовой плоскостью из швеллеров, приваренных к раме основанием кверху. С обеих сторон стола установлены на катках шесть подвижных кареток 4, имеющих установочные призмы для поддержания труб и три приспособления. Для сборки труб с отводом применяют приспособление 2, для сборки труб с фланцами приварными встык — 5 и для сборки труб 'с фланцами плоскими приварными — 1. Средняя часть стола может быть использована для стыкования прямолинейных отрезков труб между собой и для выполнения разметочных операций. Приспособление для сборки труб с отводами имеет подъемную площадку, на которую отвод устанавливается вертикально на один из торцов. Второй торец при этом стыкуется с трубой, уложенной в двух подвижных каретках.
При сборке элементов на стенде необходима зачистка и подгонка кромок стыкуемых деталей с трубами, их стыковка и прихватка электросваркой. Центровка труб и деталей на стенде производится с помощью механизма регулирования по вертикали призм кареток и сборочных приспособлений.
Пространственные и плоские узлы различной конфигурации собирают на универсальных стендах. Удельный вес пространственных узлов по сравнению с плоскими узлами сравнительно невелик; плоские узлы изготовляют небольшими партиями.
Стенд для сборки плоских узлов с условным проходом до 350 мм (рис. 96) представляет собой сварной стол 1 гребенчатого типа с базовой поверхностью из швеллеров. По направляющим швеллеров перемещаются каретки с установочными призмами, на которые укладывают собираемые между собой элементы, трубы и детали. Направляющие 5 из швеллера, расположенные в средней части стенда, могут передвигаться в продольном направлении, что обеспечивает сборку тройниковых соединений «врезкой». Такой стенд удобен в эксплуатации, так как обеспечивает свободный доступ рабочего к любому месту сборки.
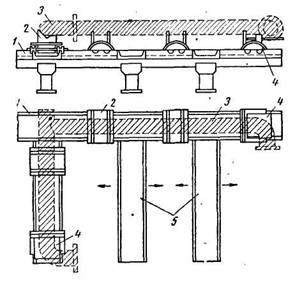
Рис. 96. Стенд для сборки плоских узлов: 1 — гребенчатый стол, 2 — каретка с призмой,
3 — собираемый узел, 4 — приспособление для припасовки отводов,
5 — передвижная направляющая
На рис. 97 показан комбинированный стенд для сборки плоских и пространственных узлов с условным проходом до 500 мм. Отличительной особенностью данного стенда является прямоугольная форма стола. В средней части стола установлена передвижная поворотная траверса 1 с двумя передвижными каретками 4. Траверса предназначена для сборки ответвлений под любым углом. В средней ее части имеется поворотный круг 2 с лимбом; благодаря чему собираемые детали можно устанавливать под заданным углом. Для соединения труб разного диаметра у передвижных кареток 4 траверсы имеются установочные призмы, положение которых можно регулировать по вертикали. При необходимости эти каретки можно переставлять на боковые направляющие 7. Жесткость фиксированного положения траверсы обеспечивают два грузовых винта 3. Сборка пространственных узлов связана с подъемом и установкой элементов трубопроводов значительного веса. Для выполнения этих операций используют передвижные приспособления с консольным поворотным кронштейном 6, который посредством ручной лебедки перемещается в вертикальной плоскости на двух направляющих колонках 5. На конце кронштейна имеются две установочные призмы. Их положение регулируется по вертикали, что обеспечивает точное положение собираемого элемента. Жесткость положения приспособления достигается двумя опорными винтами.
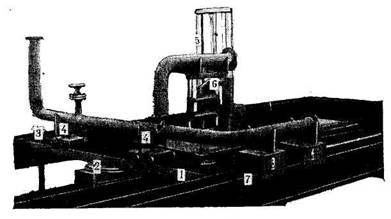
Рис. 97. Комбинированный стенд для сборки плоских и пространственных узлов:
1 — траверса,. 2 — поворотный круг с лимбом, 3 — грузовой винт, 4 — передвижные каретки с призмами, 5 — направляющая колонка, 6 — кронштейн, 7 — направляющие стола
Во время сборки элементов и узлов трубопроводов их отдельные участки иногда выходят за габариты сборочных стендов. Эти участки поддерживаются выносными телескопическими роликоопорами, которые могут быть установлены в любом месте сборки. Телескопическая роликоопора (рис. 98) состоит из опорной плиты — крестовины 1, к которой приварена трубчатая стойка 2. В стойке перемещается шток 5 с роликами 4. Положение штока по высоте фиксируется зажимным устройством 3. Телескопические роликоопоры применяют также для поддержания участков труб при их резке на станках, во время сварки узлов на вращателях.
Недостатком описанных стендов и приспособлений является необходимость применения ручных зажимов и фиксаторов, требующих значительного времени на установку, подгонку труб и деталей. При серийном изготовлении элементов и узлов целесообразно использовать пневматические и гидравлические зажимные приспособления, обеспечивающие жесткость зажима, возможность дистанционного управления и быстроту действия.
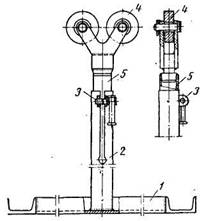
Рис. 98. Телескопическая роликоопора: 1 — опорная крестовина, 2 — стойка,
3 — зажимное устройство, 4 — ролик, 5 — шток
Элементы и узлы трубопроводов небольших диаметров (до 80 мм) собирают обычно на простых стеллажах без применения специальных приспособлений. В трубозаготовительных цехах для этих целей используют стеллажи двух видов: стационарные и передвижные сборно-разборные.
Предварительно изготовленные элементы и узлы трубопроводов с арматурой собирают на стеллажах и стендах. При сборке следят за положением запорных органов, которое должно соответствовать указаниям в чертеже и обеспечивать свободный доступ к арматуре в процессе эксплуатации. Срок службы стендов и стеллажей для сборки существенно зависит от правильной их эксплуатации. Поверхности деталей приспособления, близко расположенные к местам сварки, необходимо защищать от брызг расплавленного металла; для этого применяют различные съемные экраны или покрывают поверхности жидким стеклом и мелом.
При установке и съеме деталей нужно избегать резких ударов, недопустимо использование ломов, кувалд, случайных клиньев для подгонки деталей во время сборки и съема узлов. Периодически стенды надо проверять на технологическую точность или путем замера собранного контрольного узла, или путем замера стенда по всем установочным размерам.
После сборки элементы и узлы трубопроводов передают на сварку. Перед сваркой мастер и работник ОТК проверяют качество сборки и прихватки. Пооперационный контроль и контроль готовых элементов и узлов осуществляет мастер цеха или ОТК.
1. Какие требования предъявляют к сборке элементов и узлов трубопроводов?
2. Какие стенды и приспособления используют для сборки элементов и узлов трубопроводов?
Все материалы раздела «Изготовление трубопроводов» :
● Технология централизованного изготовления
● Сборка элементов и узлов трубопроводов
● Испытание и маркировка узлов
● Организация труда при изготовлении узлов, основные правила техники безопасности
● Изготовление сварных труб и секционных отводов
● Изготовление сварных тройниковых соединений и П-обраных компенсаторов
● Сборка и сварка прямолинейных секций
● Антикоррозийная изоляция секций трубопроводов
● Состав проектной документации трубопроводов
● Монтажно-технологическая схема и монтажный чертеж трубопроводов
● Деталировочные чертежи трубопроводов
● Нормы и правила сооружения трубопроводов