
Виды сварки и применяемое оборудование
Различают два способа сварки пластмасс — прутковую, при которой соединяемые детали сваривают присадочным прутком, и беспрутковую (контактную сварку), при которой соединяемые детали нагревают выше температуры текучести и сваривают путем сжатия нагретых поверхностей.
При прутковой сварке свариваемые кромки и присадочный пруток нагреваются теплоносителем, в качестве которого чаще всего используют горячий воздух.
Для сварки пластических масс нагретым газом применяют в основном два различных типа нагревателя — электрический и газовый, условно называемые сварочными горелками. В электрических сварочных горелках (рис. 88, а) воздух или инертные газы подогреваются за счет прохождения газов или воздуха через электрические нагревательные элементы горелок. В газовых сварочных горелках (рис. 88,6) воздух или инертные газы подогреваются за счет пламени водорода, которое нагревает проходящие по змеевику инертные газы или воздух. Довольно широкое распространение получили также газовые горелки косвенного нагрева (рис. 88, в). Такие горелки изготовляют из обычных сварочных горелок с дополнением змеевика из нержавеющей стали. В этих горелках горючая смесь при выходе из смесительного устройства сгорает, и за счет этого тепла нагревает змеевик, по которому пропускается газ — теплоноситель.
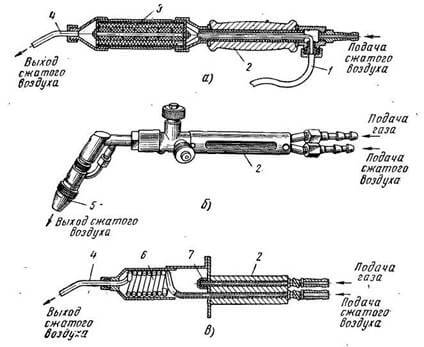
Рис. 88. Горелки для сварки пластмассовых труб:
а — электрическая, б — газовая ГТП-1-56, в — газовая косвенного нагрева;
1 — электрический шнур, 2 — рукоятка, 3 — нагревательная спираль, 4 — сопло, 5 — мундштук,
6 — змеевик, 7 — горелка
При контактной сварке свариваемые детали располагают на некотором расстоянии друг от друга и между ними, вплотную к ним, помещают нагревательный элемент. При непосредственном соприкосновении нагревательного элемента со свариваемыми деталями достаточно быстро происходит местный разогрев последних выше температуры текучести материала. После достижения этой температуры нагревательный элемент извлекают, а поверхность свариваемых деталей сжимают под небольшим давлением и охлаждают.
Преимущество способа контактной сварки перед способом прутковой сварки заключается в большей прочности сварного шва, а также более высокой производительности процесса сварки.
Для контактной сварки труб применяют нагревательный инструмент с плоскими поверхностями (рис. 89). Инструмент можно нагревать газовой горелкой, а также электрическим элементом, помещенным внутри инструмента. Поверхность инструмента должна быть тщательно очищена. Для соединения труб различного диаметра достаточно иметь один нагревательный инструмент. На прочность сварного шва влияют температура нагревательного инструмента, продолжительность нагрева, усилие прижима торцов.
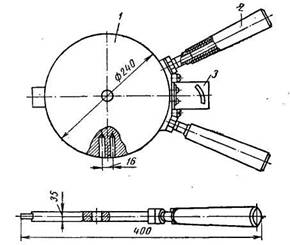
Рис. 89. Нагреватель для контактной сварки труб:
1 — диск, 2 - ручка, 3 — биметаллический термометр
1. Какие способы сварки применяют для трубопроводов из полимерных материалов?
2. Какое оборудование используют для нагрева пластмасс при сварке?
Все материалы раздела «Сварка труб» :
● Способы сварки трубопроводов и виды сварных соединений
● Технология газовой сварки и резки
● Кислородно-флюсовая и дуговая резка
● Технология ручной электродуговой сварки, электроды
● Источники питания сварочной дуги
● Автоматическая и полуавтоматическая сварка под флюсом
● Автоматическая и полуавтоматическая сварка в защитных газах
● Сварка трубопроводов из легированной стали
● Сварка трубопроводов высокого давления, термообработка сварных соединений
● Сварка трубопроводов из алюминия и его сплавов, из меди и ее сплавов
● Пайка трубопроводов, дефекты сварных швов
● Контроль качества сварных швов
● Виды сварки и применяемое оборудование
● Сварка и склеивание винипластовых труб
● Сварка полиэтиленовых трубопроводов
● Правила техники безопасности при резке и сварке трубопроводов