
Очистка и правка труб
Трубы, детали, арматура и материалы, поступающие для изготовления и монтажа трубопроводов, должны удовлетворять требованиям стандартов, нормалей и технических условий и иметь сертификаты или паспорта заводов-изготовителей.
Количество, диаметр и марка стали труб, необходимых для изготовления трубопроводов, определяются технической спецификацией, помещаемой в монтажных и деталировочных чертежах. На основании проекта составляется заказная спецификация, в которой учитывается припуск на некратность и отходы при обработке.
Заказанные трубы, металл, детали трубопроводов, арматура поступают для обработки и комплектации на завод или трубозаготовительную базу. Перед обработкой производят ряд подготовительных операций: приемку, сортировку, очистку и правку труб.
При приемке проверяют качество труб путем наружного осмотра, соответствие их сертификатам и стандартам, составляют приемочные акты и производят регистрацию в книге; в случае обнаружения дефектов составляют рекламационный акт.
Концы труб должны быть обрезаны под прямым углом и очищены от заусенцев. По требованию заказчика у труб, подлежащих сварке, концы могут иметь фаски. Допускаемые отклонения размеров труб приведены в соответствующих стандартах.
Трубы, поступающие для обработки, подвергаются очистке с внутренней и наружной поверхности от ржавчины и загрязнений.
Степень очистки труб различная, и зависит она от назначения трубопровода. В ряде случаев очистка должна отвечать очень высоким требованиям, это оговаривается техническими условиями на изготовление и монтаж..
Внутреннюю поверхность труб очищают путем продувки сжатым воздухом, промывки водой, стальными вращающимися щетками, дробеструйными аппаратами и химическим способом.
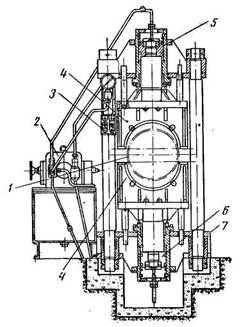
Рис. 33. Установка для правки концов труб или патрубков:
1 — обжимаемая труба, 2 — гидронасос, 3 — пульт управления, 4 — сменные обжимные матрицы,
5 — верхний цилиндр, 6 — нижний цилиндр, 7 — станина
В результате продувки сжатым воздухом или промывки водой при скорости их движения 15—20 м/сек трубы очищаются от обычных загрязнений, однако окалина, ржавчина, грат, наплавы не удаляются с их поверхности. Ржавчину с внутренней поверхности труб с условным проходом 100—300 мм снимают вращающейся стальной щеткой. Дробеструйную очистку применяют в тех случаях, когда требуется большая степень чистоты и гладкая внутренняя поверхность труб (например, трубопроводы вакуума, высокого давления, для систем смазки, кислородопроводы).
Химическая очистка предусматривает удаление с поверхности труб окислов металла и других загрязнений путем их растворения в химических реагентах. Химической очистке, как правило, подвергают изготовленные узлы или смонтированные участки трубопроводов и лишь в отдельных случаях трубы. Химическая очистка производится травлением в смеси серной, соляной и азотной кислот, к которым еще иногда добавляют от 5 до 25% плавиковой или фосфорной кислоты, а также 20—25%-ный раствор ортофосфорной кислоты и различные присадки в количестве от 0,1 до 2%. Действие присадок заключается в обволакивании поверхности очищенного от окислов металла коллоидной пленкой, которая предохраняет металл от излишнего травления и значительно снижает расход кислоты. Применение присадок особенно рекомендуется при травлении труб, имеющих резьбу. Широкое применение получили присадки: КС, Ж-1, ЧМ, велосит, ОП-7, ОП-10, уникол МН, МН-2, МН-3 (в виде таблеток).
Наружную поверхность труб очищают химическим и механическим способами с помощью трубоочистительных машин.
Правка труб от продольных искривлений не входит в основные операции, выполняемые на трубозаготовительных базах или заводах. Трубы, имеющие искривления, превышающие допуски по ГОСТу, как правило, на монтаж не принимают. В случае необходимости трубы правят на приводных гидравлических механических или ручных прессах специального или общего назначения, а также с помощью скоб с домкратами.
Если на концах образовались местные вмятины или произошло нарушение формы трубы (овальность) в процессе ее транспортирования или хранения, необходима правка концов труб. Правку концов труб, имеющих незначительное общее искажение формы, часто выполняют в пределах упругих или упруго-пластических деформаций с помощью центраторов непосредственно в процессе сборки стыка.
Иногда наблюдается несовпадение кромок концов труб (особенно для труб с условным проходом более 150 мм) вследствие значительных отклонений, допускаемых ГОСТ, стыкуемых диаметров труб или толщин стенок от номинальных значений. Чтобы уменьшить разницу с размерах соединяемых труб, производят правку (калибровку) концов обжимом или раздачей. При холодной правке требуются значительные усилия, поэтому такую операцию выполняют на специальных гидравлических установках. Так, например, используется прессовая установка (рис. 33) для правки обжимом в холодном состоянии концов труб с условным проходом от 200 до 500 мм.
Уменьшение разницы в размерах соединяемых труб достигается также путем их подборки после предварительного обмера концов труб и сортировки по взаимно одинаковым или близким размерам диаметров.
Дополнительная информация по трубам ВУС есть здесь https://antikorotvod.ru/truby-v-vus-izolyacii
1. Назовите основные способы очистки наружной и внутренней поверхности труб.
2. Расскажите, как производится химическая очистка труб.
3. Для чего применяют присадки?
4. Назовите известные вам присадки.
5. Чем вызвана необходимость правки концов труб перед сборкой под сварку?
6. Какие инструменты и станки применяют для правки концов труб?
Все материалы раздела «Обработка труб» :
● Отбортовка концов труб, штуцеров и отверстий
● Нарезание и накатывание резьбы на трубах
● Гнутье труб в холодном состоянии
● Гнутье труб в горячем состоянии
● Резка и обработка концов труб
● Обработка труб из цветных металлов
● Обработка труб из пластмасс и стекла
● Подготовка и ревизия арматуры
● Изготовление прокладок в трубозаготовительных цехах и мастерских
● Правила техники безопасности при обработке труб