
Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов (2). ГОСТ Р 52079-2003
Steel weldes pipes for trunk gas pipelines, oil pipelines and oil products pipelines. Specifications
4.3 Трубы изготовляют немерной длины от 10,5 до 12,0 м. Допускают изготовление до 10 % (по массе) труб типов 1—3 длиной не менее 8 м и до 3 % (по массе) труб типа 1 длиной не менее 5 м.
По согласованию между потребителем и изготовителем допускают изготовление труб мерной длины всех типов с предельным отклонением плюс 100 мм от общей длины:
при диаметре от 114 до 219 мм включительно — от 6 до 9 м;
при диаметре свыше 219 мм — от 10 до 12 м.
Предельные отклонения по общей длине мерных труб не должны превышать плюс 100 мм.
По согласованию между потребителем и изготовителем допускают изготовление труб номинальной длиной от 12 до 24 м включительно с одним кольцевым швом или без него.
4.4 Предельные отклонения по толщине стенки труб должны соответствовать предельным отклонениям по толщине металла согласно ГОСТ 19903 для листового и рулонного проката нормальной точности.
Для труб типов 2 и 3 из стали контролируемой прокатки плюсовой допуск для листового и рулонного проката нормальной точности — по ГОСТ 19903, а минусовой допуск не должен превышать 5 % номинальной толщины стенки, но не более 0,8 мм для толщин более 16 мм.
4.5 Отклонение профиля наружной поверхности труб типов 2 и 3 от окружности в области сварного соединения на концевых участках длиной 200 мм от торцев и по дуге периметра 200 мм не должно превышать 0,15 % номинального диаметра.
4.6 Отклонение от перпендикулярности торца трубы относительно образующей (косина реза) не должно превышать: 1,0 мм — при диаметре труб до 219 мм включительно, 1,5 мм — при диаметре свыше 219 до 426 мм включительно, 1,6 мм — при диаметре свыше 426 мм.
4.7 Кривизна труб всех типов не должна превышать 1,5 мм на 1 м длины. Общая кривизна труб не должна превышать 0,2 % длины трубы.
4.8 Предельные отклонения по наружному диаметру корпуса труб от номинальных размеров должны соответствовать указанным в таблице 2.
Таблица 2
В миллиметрах
| Тип труб | Номинальный наружный диаметр | Предельное отклонение |
| 1 | От 114 до 140 включ. | ±1,2 |
| 1, 2 | Св. 140 » 168 » | ±1,3 |
| 1, 2 | » 168 » 426 » | ±2,0 |
| 1, 2, 3 | » 426 » 1420 » | ±3,0 |
Примечание — По согласованию между потребителем и изготовителем изготовляют трубы с другими предельными отклонениями.
4.9 Предельные отклонения от номинального наружного диаметра на концах труб на длине не менее 200 мм от торца должны соответствовать таблице 3.
Таблица 3
В миллиметрах
| Тип труб | Номинальный наружный диаметр | Предельное отклонение |
| 1 | От 114 до 140 включ. | ±1,2 |
| 1, 2 | Св. 140 » 168 » | ±1,3 |
| 1, 2 | » 168 » 530 » | ±1,5 |
| 1, 2, 3 | » 530 » 1420 » | ±1,6 |
Примечание — По согласованию между потребителем и изготовителем изготовляют трубы с другими предельными отклонениями.
4.10 Допуск на овальность концов труб типов 1 и 2 диаметром до 530 мм включительно (разность наибольшего и наименьшего диаметров) не должен превышать предельных отклонений по таблице 2. Допуск на овальность концов труб типов 2 и 3 диаметром более 530 мм (отношение разности наибольшего и наименьшего диаметров к номинальному диаметру) не должен превышать: 1,0 % — при толщине стенки трубы до 20 мм, 0,8 % — при толщине стенки от 20 до 25 мм, 0,5 % — при толщине стенки более 25 мм.
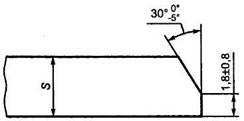
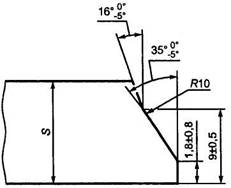
4.11 Форма и размеры разделки кромок торцев труб под сварку в зависимости от толщины стенки должны соответствовать установленным на рисунке 1.
![]()
а
б
в
а — при S до 5,0 мм включительно; б — при S от 5,0 до 16,0 мм включительно;
в — при S более 16,0 мм
Рисунок 1 — Форма и размеры разделки торцев труб
Допускают в зоне сварного шва на расстоянии 40 мм в обе стороны от оси шва увеличение притупления торца до 4 мм.
По требованию потребителя изготовляют трубы других форм и размеров разделки кромок. Заусенцы на торцах труб длиной более 0,5 мм удаляют.
4.12 Высота усиления наружных швов труб типов 2 и 3 должна быть 0,5—3,0 мм, а внутренних швов — 0,5—3,5 мм. На концах труб (за исключением труб типа 2 диаметром 159—325 мм) на длине не менее 150 мм усиление внутренних швов должно быть удалено. Остаточная высота усиления не должна превышать 0,5 мм.
Смещение осей наружного и внутреннего швов на торцах труб типов 2 и 3 не должно превышать 3,2 мм для толщины стенки до 21,3 мм с перекрытием не менее 1,5 мм, а при толщине стенки свыше 21,3 мм смещение не должно превышать 15 % номинальной толщины стенки с перекрытием швов не менее 1,0 мм. Перекрытие швов обеспечивается технологией сварки.
4.13 Наружный грат сварного шва на трубах типа 1 должен быть удален. Внутренний грат сварного шва по требованию потребителя удаляют. В месте снятия грата допускают утонение стенки трубы, не выводящее толщину за пределы минусового допуска.
Высота остатка удаленного грата не должна превышать 0,5 мм.
4.14 Сварные соединения труб типов 2 и 3 должны иметь плавный переход от основного металла к металлу шва без острых углов. В этой зоне допускаются подрезы глубиной до 5 % номинальной толщины стенки — для стенки толщиной до 10 мм включительно, а для стенки толщиной более 10 мм допускаются подрезы глубиной не более 0,5 мм.
4.15 В сварном соединении труб типа 1 допускают относительное смещение кромок по высоте не более 1 мм, типов 2 и 3 — до 10% номинальной толщины стенки, но не более 3 мм.
Примеры условных обозначений:
Труба типа 1, диаметром 159 мм, толщиной стенки 5 мм, класса прочности К42, с локальной термообработкой сварного соединения, обычного исполнения:
Труба 1-159 ´ 5-К42-ЛТО ГОСТ Р 52079-2003
То же, хладостойкого исполнения, типа 2, диаметром 530 мм, толщиной стенки 10 мм, класса прочности К52, с объемной термообработкой всей трубы:
Труба ХЛ-2-530 ´ 10-К52-ОТО ГОСТ Р 52079-2003
То же, типа 3, диаметром 1020 мм, толщиной стенки 21 мм, класса прочности К60, без термообработки, обычного исполнения:
Труба 3-1020 ´ 21-К60 ГОСТ Р 52079-2003
5 Технические требования
5.1 Трубы должны изготовляться в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Трубы изготовляют классов прочности: К34, К38, К42, К48, К50, К52, К54, К55, К56, К60. По согласованию с потребителем изготовляют трубы промежуточных классов прочности.
5.3 Трубы изготовляют из листового или рулонного проката по ГОСТ 16523, ГОСТ 19281, ГОСТ 19903 и другим нормативным документам.
5.4 Марку (химический состав) стали выбирает изготовитель труб по согласованию с потребителем.
5.5 Химический состав стали по плавочному анализу ковшовой пробы или по контрольному анализу должен соответствовать для углеродистой стали требованиям ГОСТ 380 и ГОСТ 1050, низколегированной и микролегированной стали — требованиям ГОСТ 19281 и другим нормативным документам.
5.6 Значение эквивалента углерода Сэкв и значение параметра стойкости против растрескивания металла шва при сварке Рс.м, характеризующие свариваемость стали, не должны превышать 0,44 и 0,24 соответственно. Параметр Рс.м установлен для труб класса прочности К55 и выше.
Расчет Сэкв и Рс.м проводят по следующим формулам:
![]() (2)
(2)
![]() (3)
(3)
где С, Si, Mn, Сu, Ni, Cr, Mo, V, Ti, Nb, В — массовые доли в стали соответственно углерода, кремния, марганца, меди, никеля, хрома, молибдена, ванадия, титана, ниобия, бора, %.
Медь, никель, хром, содержащиеся в сталях как примеси, при расчете Сэкв и Рс.м не учитывают, если их суммарное содержание не превышает 0,20 %.
Ниобий, ванадий, титан при суммарном содержании более 0,04 % и бор при содержании более 0,001 % при расчете Сэкв и Рс.м учитывают вне зависимости от типа используемой стали, а в обозначении марки или типа стали указывают символы этих химических элементов.
По согласованию между изготовителем и потребителем могут быть установлены другие значения Сэкв и Рс.м стали.
5.7 Трубы типа 1 изготовляют с объемной или локальной термической обработкой сварного соединения, трубы типа 2 диаметром до 426 мм включительно — без термической обработки, а диаметром более 426 мм — с объемной термической обработкой или без термической обработки, трубы типа 3 — без термической обработки.
Допускается по согласованию с потребителем трубы типа 1 диаметром от 114 до 219 мм включительно изготовлять без термической обработки.
5.8 Трубы типов 2 и 3 сваривают двухсторонней дуговой сваркой под слоем флюса по сплошному технологическому шву. Допускается сваривать трубы толщиной стенки до 16 мм без технологического шва при сварке наружного шва в жесткой клети сварочного стана, исключающей искривление свариваемых кромок по всей длине трубы.
5.9 Механические свойства основного металла труб в зависимости от класса прочности при испытании образцов на растяжение должны соответствовать нормам, указанным в таблице 4.
Таблица 4
| Класс прочности | Временное сопротивление sв, Н/мм2 (кгс/мм2) | Предел текучести sт, Н/мм2 (кгс/мм2) | Относительное удлинение d5, % |
| не менее | |||
| К34 | 335 (34) | 205 (21) | 24 |
| К38 | 375 (38) | 235 (24) | 22 |
| К42 | 410 (42) | 245 (25) | 21 |
| К48 | 471 (48) | 265 (27) | 21 |
| К50 | 490 (50) | 345 (35) | 20 |
| К52 | 510 (52) | 355 (36) | 20 |
| К54 | 530 (54) | 380 (39) | 20 |
| К55 | 540 (55) | 390 (40) | 20 |
| К56 | 550 (56) | 410 (42) | 20 |
| К60 | 590 (60) | 440 (47) | 20 |
Примечание — По согласованию с потребителем устанавливают механические свойства металла промежуточных классов прочности.
Максимальные значения временного сопротивления sв и предела текучести sт не должны превышать установленные нормы для труб класса прочности до К55 более чем на 118 Н/мм2 (12 кгс/мм2) и класса прочности К55 и выше более чем на 98,1 Н/мм2 (10 кгс/мм2).
Допускают снижение до 5 % временного сопротивления основного металла труб типов 1 и 3 из стали контролируемой прокатки класса прочности К52 и выше в продольном направлении.
5.10 Отношение предела текучести к временному сопротивлению (sт/sв) основного металла труб не должно превышать 0,90.
5.11 Временное сопротивление сварного соединения труб всех типов при испытании плоского образца со снятыми усилениями швов или грата должно быть не менее значения sв для основного металла, установленного в таблице 4.
5.12 Ударная вязкость основного металла и металла шва для труб всех типов на образцах с концентратором вида U должны удовлетворять нормам, указанным в таблице 5.
Таблица 5
| Номинальная толщина стенки труб, мм | Ударная вязкость при минимальной нормативной температуре строительства трубопроводов KCU, Дж/см2 (кгс×м/см2) | |
| Основной металл | Металл шва | |
| не менее | ||
| От 6 до 10 включ. | 34,3 (3,5) | 24,5 (2,5) |
| Св. 10 » 25 » | 39,2 (4,0) | 29,4 (3,0) |
| » 25 | 49,0 (5,0) | 39,2 (4,0) |
Примечание — Допускается гарантировать изготовителем ударную вязкость KCU для основного металла труб.
5.13 Ударная вязкость основного металла и металла шва труб всех типов толщиной стенки 6 мм и более на образцах с концентратором вида V и доля вязкой составляющей В в изломе специального образца основного металла в зависимости от диаметра трубы, рабочего давления и температуры должны соответствовать, указанным в таблице 6.
Таблица 6
| Диаметр труб, мм | Рабочее давление, МПа (кгс/см2) | Ударная вязкость основного металла труб KCV, Дж/см2 (кгс×м/см2) | Ударная вязкость металла шва KCV, Дж/см2 (кгс×м/см2) | Доля вязкой составляющей в изломе образца основного металла В, % |
| не менее | ||||
| До 530 включ. | До 9,8 (100) включ. | 24,5 (2,5) | 24,5 (2,5) | — |
| Св. 530 до 630 включ. | До 9,8 (100) включ. | 29,4 (3,0) | 29,4 (3,0) | — |
| Св. 720 до 820 включ. | До 9,8 (100) включ. | 29,4 (3,0) | 29,4 (3,0) | 50 |
| 1020 | До 5,4 (55) включ.
Св. 5,4 (55) » 7,4 (75) » » 9,8 (100) » |
29,4 (3,0)
39,2 (4,0) 58,8 (6,0) |
29,4 (3,0)
34,3 (3,5) 34,3 (3,5) |
50
60 60 |
| 1220 | До 5,4 (55) включ.
Св. 5,4 (55) » 7,4 (75) » » 9,8 (100) » |
39,2 (4,0)
58,8 (6,0) 78,4 (8,0) |
34,3 (3,5)
34,3 (3,5) 34,3 (3,5) |
60
70 80 |
| 1420 | До 7,4 (75) включ.
Св. 7,4 (75) » 9,8 (100) » |
78,4 (8,0)
107,8 (11,0) |
34,3 (3,5)
34,3 (3,5) |
80
85 |
Примечания
1 Нормы по доле вязкой составляющей в изломе образца для труб, предназначенных для транспортирования жидких продуктов, принимают по требованию потребителя.
2 Значение ударной вязкости для металла шва является факультативным в течение 2 лет после даты введения стандарта, которая должна указываться изготовителем в документе о качестве.